
�͉��T��GIS�Ú��w���̷�������c��ˇ��(y��u)��
���P(gu��n)朽ӣ� �Ї���ȫ�W(w��ng) �Ї��|(zh��)���W(w��ng) �Ї�Փ�ľW(w��ng) �Ї��YӍ�W(w��ng)
��t��
����������_�P(gu��n)늚�����˾��
ժҪͨ�^Pro CASTܛ����һ�NGIS�Ú��w��ԭ�T�칤ˇ�M�г����c���̷���������о���ԓ������F(xi��n)���T��ȱ�ݵ�ԭ���M���˹�ˇ��(y��u)�����Y(ji��)�����������m����ú�25 mm���S�����F���乤ˇ�������^�̳��F(xi��n)����Һ���^(q��)�������T���Ŀs��ȱ�ݣ���(y��u)����ˇ���m����ú�15 mm�����F���_��(n��i)����λ�������F��(n��i)�A���cͲ�ڱ���10 mm�ľ��x���������^�̞�������̣�ʹ�s����������ģ�M�Y(ji��)���M�������a(ch��n)��C��ģ�M�Y(ji��)���������a(ch��n)���H��
�P(gu��n)�I�~ GIS;���w��Pro CASTܛ�������̷��棻��ˇ��(y��u)��
�ЈD���̖ TP311; TG146. 21DOI:10. 15980/j��tzzz��2 016. 06.009
�͉��T���Ƃ���X�Ͻ��T���������h��(y��u)�������T�죬�������Ƃ�߉��_�P(gu��n)�ИI(y��)���|(zh��)��Ҫ��ߡ��Π���s���T�X���w�����ǣ��T�X���w���ڽY(ji��)��(g��u)���s���ں���ԭ���������^���г����F(xi��n)�s�ס��s�ɡ��_�ѵ��T��ȱ�ݡ���ǰ��Ҫ�{��ԇ�ƽY(ji��)���c��(j��ng)��M�й�ˇ��(y��u)�����@�ӌ��®a(ch��n)Ʒ���_�l(f��)�����^�L���_�l(f��)�ɱ��^�ߡ��S��Ӌ��C���漼�g(sh��)�İl(f��)չ��ͨ�^���T��ģ�Mܛ����(y��ng)�����T�����a(ch��n)�У��ɴ������O(sh��)ӋƷ�|(zh��)���������a(ch��n)�ɱ��Լ��s���_�l(f��)���ڡ����n�}ᘌ�һ�NGIS�Ú��w�T����ȱ�ݣ�����Pro CASTܛ����ԭɰ�͵͉���ˇ�����^���M�з�������c��ˇ��(y��u)�����M������T���|(zh��)����
1 �T������
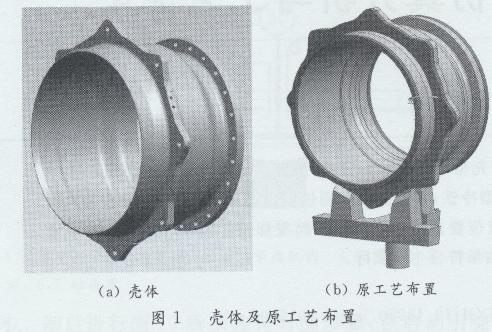
GIS�T�X���w���|(zh��)��ZLIOIA-T6���ɷ�Ҋ��1���|(zh��)����40 kg���T���ں��12 mm��Ͳ��һ���cͲ������1�����m��Ͳ���ķ��m��8�����ǽY(ji��)��(g��u)��(g��u)�ɣ�Ͳ�ڃ�(n��i)ǻҪ��C�ӹ��ֲڶȞ�12.5ym��ԓ�T������ɰ�͵͉��T���Ƃ䣬�T���Ĺ�ˇ����Ҋ�D1��ԓ��ˇ���ֵ�3����(n��i)�����քeλ���T��С���m��λ��1̎���c���m��λ
��2̎�������T�����w�ăɶ˷��ú�20 mm�����F���ڴ��mƽ�����һ�ܺ�25 mm���S�����F��
���w�������¹�ˇ�M�����a(ch��n)�����Ȍ��X�V�b����Ȼ���ۻ��t���M���ۻ������ۻ��õ��XҺ������岢�M�о����c׃�|(zh��)��ȡ�ӣ�ͨ�^���V�����x�z�y�XҺ���W�ɷ֣������ܶȮ����x�yԇ�XҺ�����������߶��ϸ������е��XҺ����͉��T�챣�ؠt�У����T���ڵ͉��T��C�Ϸ��ò�̎���ú��_ʼ��ע���õ��T��ë������ë�����M����������ĥ�����衢��̎�����C�ӹ��c�z�ȹ�����K�õ���Ʒ��
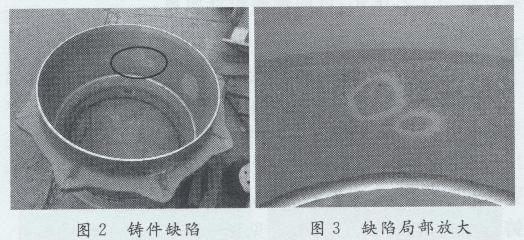
ԓ�T�����ԇ�ƾ������չ�ˇ�^�̿���(zh��)�С���ע�õ���ȫ���T��ë����(j��ng)�z��ϸ�ë������(j��ng)�C�ӹ��l(f��)�F(xi��n)��ᘿ״�С�Ě�����s�״��ڣ�Ҋ�D2�c�D3��
��ԭ�T�칤ˇ�M�н�ģ������Pro CASTܛ�����T��ģ���M�оW(w��ng)�֡�����(sh��)�O(sh��)�ü�ģ�M���档������Ҫ����(sh��)�O(sh��)��Ҋ��2��ɰо�c�T������ϵ��(sh��)��500 W��(m2��K)�����F�c�T�F����ϵ��(sh��)��1 000 W��(m2��K)��ͨ�^�����o���������T�����F(xi��n)ȱ�ݵ�ԭ���M�й�ˇ��(y��u)����
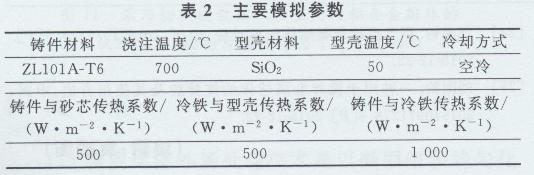
֮����(y��u)����Ĺ�ˇ�M�Ќ��H���a(ch��n)��C��
2 �Y(ji��)���cӑՓ
2.1 ԭ��ˇ����Y(ji��)���c����
�����wԭ�T�칤ˇ�M�г������̔�(sh��)ֵģ�M������͕r�gҊ�D4���s�ס��s�ɿ�ͨ�^Pro CAST��(n��i)Ƕ��Niya-ma�Г�(j��)���M���A(y��)�y��ȱ�݈D�c���̕r�g�քeҊ�D5�͈D6��
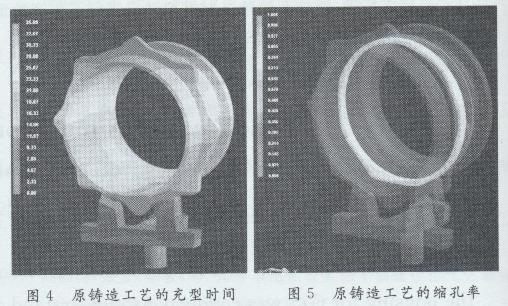
�ɈD4���Կ��������������T���ɫ�B�m(x��)׃�����f���XҺ�ڳ����^�����^��ƽ��(w��n)���o���@�ı��F(xi��n)����˿��Д�ԓ̎ȱ�ݻ������ǚ����ס�
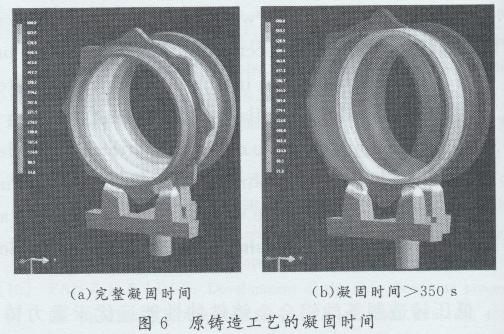
�ɈD5���Կ��������T��Ͳ���ϴ���һ�ܿs�ס��s��ȱ�ݣ����俿�����m��(n��i)�����ĵط������أ��c���H��r�����^�á��ɈD6a֪����(n��i)�������ϣ��T�������̕r�gС��600 s��������^��ɹ�ˇ�������������F(xi��n)��ȡ����350 s�����̕r�g�ֲ��D��Ҋ�D6b���ɈD6b��֪��Ͳ�����@ʾ�ą^(q��)���c��(n��i)�����@ʾ�ą^(q��)���Ƿ��_�ģ�Ҳ�����f�˕r����֮�g�ą^(q��)���ѽ�(j��ng)���̣������T��δ���̲��ֳɞ����Һ���^(q��)���@�̓�(n��i)�����������F����s����̫�����P(gu��n)��һ�����F����(n��i)���������XҺճ�������ډ����������XҺ��Ͳ���a���XҺ׃�����y���S���ض��Mһ���½�����(n��i)�����������XҺ��ȫ���̣��˕r�a�sͨ���������ں��m(x��)�����^���й���Һ���^(q��)���w�e�տs�ò����XҺ���a�䣬��K�γ�ȱ�ݡ�
���⣬Ͳ���@ʾ�ą^(q��)���ڈA�ܷ����ϷǾ�����F(xi��n)�������̕r�g�^�L�ą^(q��)���@Щ�^(q��)����������ɺ����׳��F(xi��n)ȱ�ݡ���ˣ�ԭ��ˇԇ�Ƶ��T���C�ӹ�����Ͳ��һ�ܷǾ���a(ch��n)���s�ס��s��ȱ�ݡ�
2.2��(y��u)����ˇ��ķ���Y(ji��)���c����
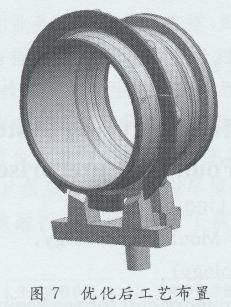
ͨ�^�����wԭ��ˇ�M��ģ�M�����l(f��)�F(xi��n)��ԓ��ˇʹ�Ã�(n��i)����̎�^�����̌��������T�����F(xi��n)ȱ�ݡ���ˣ��M���˹�ˇ��(y��u)������(y��u)����Ĺ�ˇ����m��λ���ú�15mm���F�_��(n��i)�������ã���ԓ���F��(n��i)�A���xͲ��10mm��������λ�cԭ��ˇ��ͬ��Ҋ�D7��
����(y��u)����Ĺ�ˇ�M�������^�̔�(sh��)ֵģ�M������͕r�gҊ�D8���s�ס��s���c���̕r�g�D�քeҊ�D9�c�D10���D8�c�D4�^�����ƣ����������T���ɫ�B�m(x��)׃�����f���XҺ�ڳ����^�����^��ƽ��(w��n)���o���@���F(xi��n)����˿��Д�����^�̲������ȱ�ݡ�
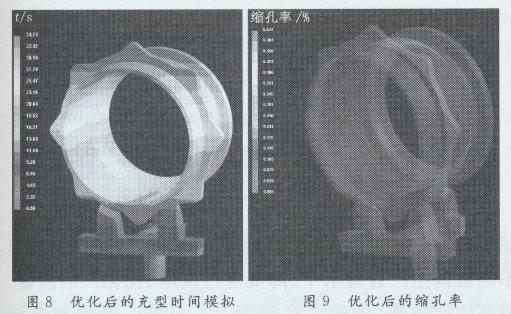
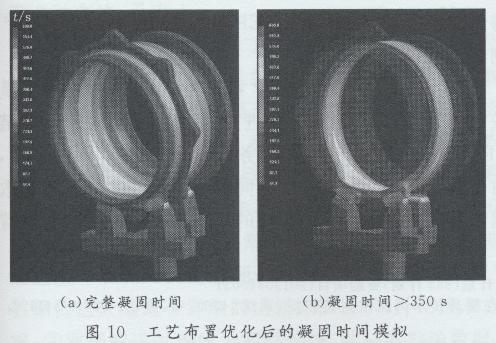
�ɈD9���Կ�������ˇ��(y��u)�����T�������^���Л]�Юa(ch��n)���s�ס��s��ȱ�ݡ��ɈD10���Կ������T��Ͳ�څ^(q��)���c��(n��i)�������B�m(x��)�ģ������̕r�g�����������������ӣ����ʬF(xi��n)���������ʽ����������^���Л]�Юa(ch��n)���s�ס��s��ȱ�ݡ�
2.3���a(ch��n)��C
ͨ�^��ԭ��ˇ�����^���M��Ӌ��C��ˇ��(y��u)�����_���{(di��o)�����F�����܉������T��ȱ�ݡ��S���{(di��o)����ˇ�����M�������a(ch��n)��C��ԇ�Ƶ��T��ë��������10�����C�ӹ���(n��i)ǻȱ���������ϸ��ʴ���95%��
3 �Y(ji��) Փ
(1)����Y(ji��)���������͉��T��GIS�Ú��w���F(xi��n)��ȱ�ݞ�s�ס��s��ȱ�ݣ������ڃ�(n��i)�����^��������ɵġ�
(2)��(y��u)����ˇ���Þ���m��λ���ú�15 mm���F�_��(n��i)�������������(n��i)�A���xͲ��10 mm��������λ�cԭ��ˇ������ͬ��
(3)��(y��u)����Ĺ�ˇ����ƽ��(w��n)�������^�̝M��������̣��s��������
��һƪ:�����錦���w���c���w�����Sͪ���w���ܳ�Ӱ�
��һƪ:�����б�