
�͉��T���ߴ��X�Ͻ�݆ݞ�Ĕ�ֵģ�M��ģ�߃���
�w �r ����� ����s � ��
�����w�WԺ�C늹��̌WԺ��
ժҪᘌ������X�Ͻ�݆ݞ�͉��T���^�����ڟṝ̎�a���Ŀs�ɡ��s�׆��}�������׃ģ�ߜضȺ�ģ�ߺ�ȵķ�������ȱ�ݣ�����“�����۳�”�F��Ӱ��^С����������σɷN������ˇ�Ļ��A�ϣ����ڌ����a��ȱ�ݲ�λ��ģ���ϼ��Oˮ��ܡ��Y��������ԓ�������Hʹ݆ݞ���F������̣�������݆ݞ���λ��ȱ�ݣ�߀�����݆ݞ����s�ٶȣ��s�������a���ڡ�
�P�I�~ �͉��T�죻�ضȈ�����ֵģ�M��ˮ�乤ˇ
�ЈD���̖ TG146. 21; TG249.2��U463. 343DOI:10. 15980/j��tzzz. 2016. 06. 015
Ŀǰ�����X�Ͻ�݆ݞ�����a������죬���a�ɱ��^�ߣ������õ͉��T�죬�t�ɹ��s�ɱ������͉��T���O����ģ���γ�һ�����]��ǻ���Ȳ��������͜ضȈ����y�^����о�����݆ݞ�ߴ�ں������a��ȱ�ݡ������܉������˽�ģ�߃Ȳ��T�����ͺ������^�������͜ضȈ���׃�����������a��ˇ���Ը��M�T�����|����������Ӌ��C��ֵģ�M�ķ�����������ͬ���T�����a��r��ˇҪ����עϵ�y���Ԍ��F����T���|����Ŀ�ġ�
1 �����^�̵Ĕ��Wģ��
1.1���ϼ���ʼ�l��
݆ݞ���Ϟ�A356�Ͻ�ģ�߲��Ϟ��T�F������ע�ض��^�ߣ�������ɾֲ����������ѡ��ܻ��ȱ�ݣ���ע�ض��^�ͣ��XҺ����ð��̎���̣�������עͨ�����������aҪ���T���ĝ�ע�ض��O�Þ�670�档����ģ�ߜضȵĴ_����Ҫ���]��ģ�ߜض��^�ߣ����a��ճģ�F���T��׃�Σ����a����׃�L��ģ�ߜض��^�ͣ�����Һ�䲻�M������ģ�߉������T���_�ѡ����Բ��õ�ģ�ߜضȣ���ģ�ij�ʼ�ضȞ�370�棬��ģ����ģ�ضȾ���400�档
1.2����ϵ���Ĵ_��
߅��l��Ӌ�㹫ʽ�飺
����ʽ(1)Ӌ��ó��˲�ͬ�Ľ��|���g�Ă���ϵ����ģ���c��Ȼ��s���|֮�g�Ă���ϵ����25 W/(m2��K)��ģ���c���s�՚�֮�g�Ă���ϵ����500 W/(m2��K)��ģ���c��sˮ֮�g�Ă���ϵ����8 000 W/(m2��K)��
���ڵ͉��T���^���Ю��XҺ���_ʼ���̵�Óģ���g���XҺ�������տs����ģ���c�T��֮�g�a���g϶��ʹģ���c�T��֮�g�Ă��������½������˸��õ��w�Fģ���c�T��֮�g�Ľ��������r���tģ���c�T��֮�g�Ă���ϵ�������ضȵIJ�ͬ����׃����25��540��560��700��r�������ϵ���քe��50��50��270��270 W��(m2��K)��
2 �T�������^�̵Ĕ��Wģ��
����Һ�����^�������|���������������غ��Pϵ��
���ڲ��ɉ��s���w���B�m�Է��̣��|���غ㶨�ɣ���


���w�\���^����Ҳ���������غ㣬�����w���ɉ��s�r�������S����ϵ�±�ʾ��
3 �����^�̔�ֵģ�M��ԇ���C
����Pro CASTܛ��ģ�M�T���ij��ͺ������^�̣���Ҫ�^���T�������^�̵ĜضȈ�׃�������ں���T�����ԣ����O�����^�̔�ֵģ�M�ǽ�����“˲�r����”�Ļ��A���Ǻ����ģ������ڱ����T�����@�N���O�����^����`�����ģ�M�Ĵ���݆ݞ���ں���T�������˹��sģ�M�r�g������˲�r���͵ķ���ģ�M�T�������^�̡�
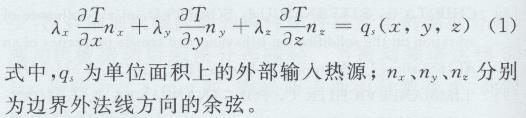
�X�Ͻ�݆ݞ��С��18Ӣ��(145. 72 cm)�������T���Č��Q�ԣ�ֻ��ȡӋ��Cģ�M�D��1/4�M���^�졣�D1������X�Ͻ�݆ݞ���ͺ������^���в�ͬ�r�̵ĜضȈ��ֲ��D�����Կ�����݆ݞ�������^���МضȈ��������A�ݷֲ����f��݆ݞ�^��λ�����ٶȱ��^���������̵�݆ݗ��ֹ�����ĝ����X�Ͻ�Һ��݆ݞ�^��λ���a�o����ԓ��λ���a���s�ɡ��s�ס��Ѽy��ȱ�ݡ�
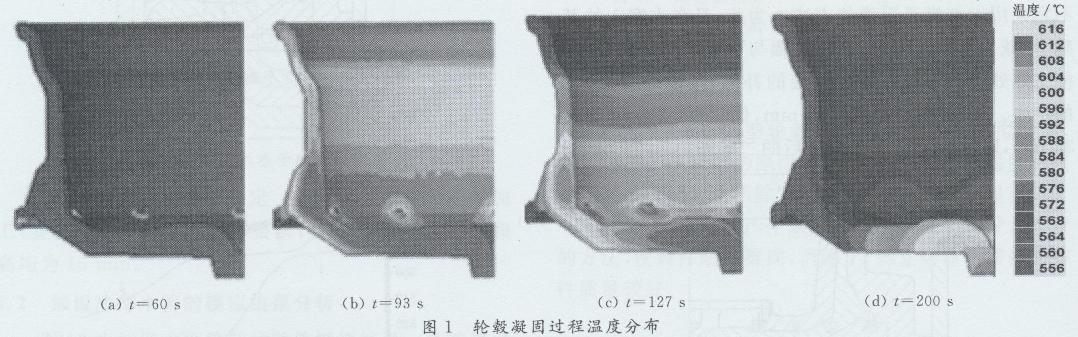
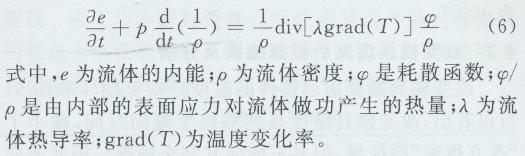
Pro CASTܛ��ģ�M�@ʾ��݆ݞ�a���s�ɲ�λҊ�D2�����H���a�T���ڽ���̎�a���s�ɵ�X�侀̽���DҊ�D3����ֵģ�M�@ʾ���a��ȱ�ݵ�λ���c���H�z�y��ȱ�ݵIJ�λ��ͬ��
4ģ�ߜض��ķ���
4.1 ��׃ģ�ߜض�
����ԭ�й�ˇģ�M�ĽY�����Կ�����݆�y��݆ݗ����̎���F“�����۳�”������ʹ����̎�ĺϽ�Һ�����ٶȼӿ죬����“�����۳�”�����F�T��������̣����]ͨ�^��׃ģ�ߜضȣ��ӿ��T���cģ��֮�g�ğ���f��Ҫ��ӿ�݆ݞ��݆ݗ��݆�y����̎�^���λ�����|����s�ٶȣ����ӿ�ԓ��λ�c��ģ�͂�ģ֮�g�ğύ�Q����˲��ý��͂�ģ����ģ�ضȵķ������鱣�Cģ�ߵ�ʹ�É��������ĺ�ĸ�ģ�ߜضȲ�M���ܵ�С��������ģ���ԣ�������ض��^��ģ�͂�ģ�Ĝضȸߣ�������ģ�ض�����ģ�͂�ģ�ضȽ��͵Ļ��A�ϣ����Ա��֜ضȲ�׃�����ĺ��ģ�ߜضȣ���ģ��320�棬��ģ��350�棬��ģ��400�档
4.2 ��׃ģ�ߜضȺ�ģ�M�Y��������
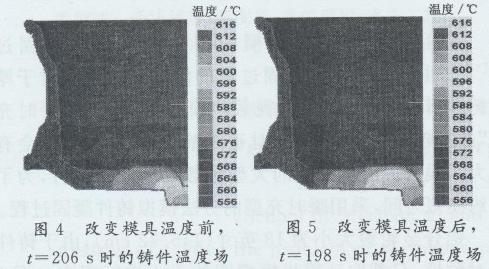
��׃ģ�ߜض�ǰ���T���Ĝضȷֲ�Ҋ�D4�͈D5�����Կ�������׃ģ�ߜض��mȻ�s�������̕r�g���pС��“�����۳�”�ą^��������ʹ����ȫ��������˸�׃ģ���T��r�ij�ʼ�ضȣ����T��“�����۳�”Ӱ푺�С��
5 ģ�ߺ���ķ���
5.1 ��׃��ģ���
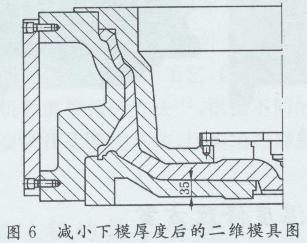
������ģ��ȣ��ஔ������ģ�Ϸ������F����������ģ����s������̎���ò���ð�ڽ���Һ���a�s�����Բ��˲�������ģ�ߺ�ȵķ�������ˣ����ڷ���1�Ļ��A�ϣ��p����ģ�ĺ�ȣ��p��݆ݗ�c��ģ֮�g�ğύ�Q��ʹ����̎�܉�õ�ð�ڽ���Һ���a�s���p�ٿs�ס��s�ɵĮa������ʼ��ģ��Ȟ�40 mm����������ģ��Ȟ�35 mm���D6����ģ��ȜpС��Ķ��S�D��
5.2�pС��ģ��Ⱥ�ģ�M�Y������
�D7��pС��ģ��Ⱥ�Ĕ�ֵģ�M�Y������ģ�M�Y�����Կ������ڜpС����ģ��ȣ�����݆�P����s�ٶȣ�ʹ�����^�����e�p�٣�������Ȼ�]������“�����۳�”�������T������s�r�g׃�L�����L���T�����a���ڣ�����ԓ��������ȡ��

6 ���Oˮ����ķ���
6.1 ��s��ˇ
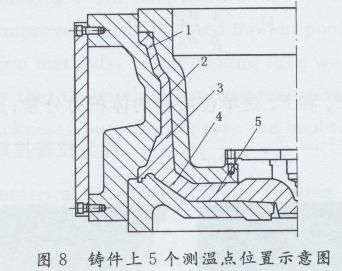
(1)��sˮ�_���r�g�Ĵ_��������ֵģ�M�T���ضȈ������y�����T���Ĝض��c�r�g���Pϵ������ڔ�ֵģ�M���T���Ȳ��xȡ5�����д����Ե�λ���M���о���Ҋ�D8���D9��5��λ�Ì����Ĝض�׃���D���X�Ͻ�Ĺ�Һ�����̅^�g��556��616�棬�����T���ض�׃�������D�@�õĜضȔ�����Ӌ���T����5��λ����556��616��Ĝضȷ����Ȍ�������s�ٶȷքe�飺

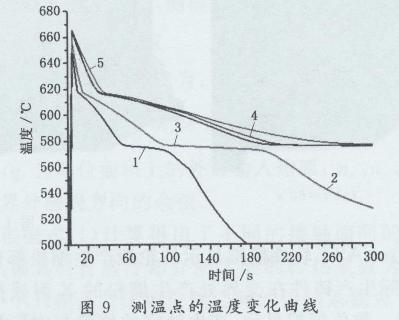
�Ϊ�ȡ��݆ݞ����̎�ض�׃������Ҋ�D10�����Կ����XҺ�������^���У���20 s�r�_ʼ�M���Һ�����̅^�g(556��616��)��������s���|�c�T��֮�g��һ�ξ��x����s���|����s������Ҫһ�Εr�g������Ҫ��ǰ���L�r�g�_����sˮ��Ҫ������ֵģ�M�Y�����Дࡣ�ĈD10���Կ�������sˮ���_�������T������s��������r�g��10 s���ɴ˴_������sˮ���_���r�̞�70 s��
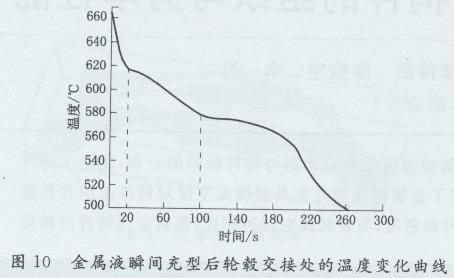
(2)��sˮ���m�r�g�Ĵ_�� �ĈD10���Կ������X�Ͻ���Һ�ྀ��s�����ྀ����r�g��80 s���ɴ������õ���s���m�r�g��80 s��
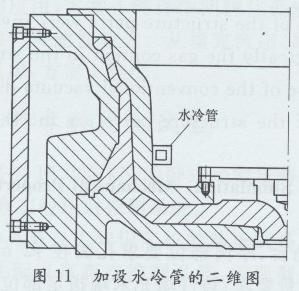
(3)��s�ܵ�λ�õĴ_�� ����Ӌ��Y�����Կ�������݆�y�c݆ݗ����̎�^����������s�^������s�ٶȱ�݆ݗ�������̕r�ò���ð�ڽ���Һ���a�䣬��K��ԓ̎�a���s�ס��s��ȱ�ݡ�ᘌ�ԓ��λ��s�ٶ��^���Ć��}����ӿ�����s�ٶȣ���ԓ��λ������ģ���ϼ��Oˮ��ܵ������ڂ�ģ�Ƿ��_��4���֣�����һ�����w�����ڂ�ģ���_�Oˮ��ܵ����t�ܵ����B�m��݆ݞ�Ľ���̎��s������������s�ܵ��_��݆ݞ����̎��������ģ�ϣ�ˮ��ܼ��Oλ��Ҋ�D11��
(4)��s�ܵ���С�Ĵ_�� ���˝M����s�ܵ��ļӹ������b���T����s������Ҫ�����õ���s�ܵ����߾���15 mm��
6.2���O��sˮ�ܵ�ģ�M�Y������
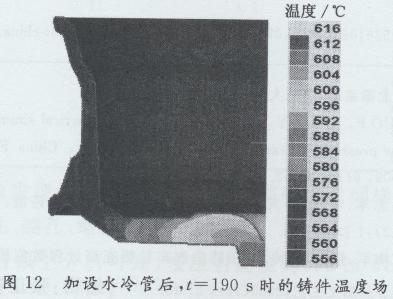
�D12����Oˮ��ܺ�Ĕ�ֵģ�M�Y�����ĽY�����Կ������ضȈ����A�ݷֲ�������̎����s�ٶȼӿ죬�T���������������s�����Է���3�Ĺ�ˇ�^�ã�������݆ݞ����̎�s�ס��s�ɵĮa����
6.3 ���W���ܷ���
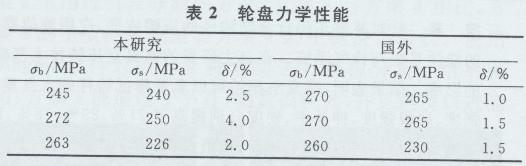
ȡ���H���a݆ݞ݆�P̎�IJ���ԇ���M�����W���ܜyԇ����1�鱾�о�݆�P���W���ܼ�����ij����݆ݞ��݆�P���W���ܘ˜ʡ��������M�Ќ��ȵó����������Ⱥ����������_��Ҫ�������L�ʸ��ڇ��H�˜ʡ�
6.4����M������
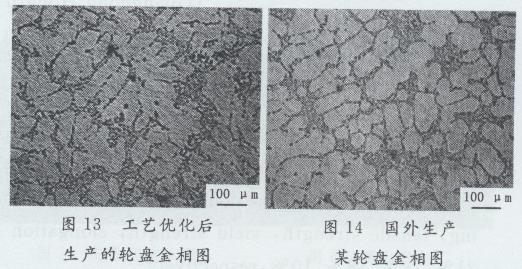
ȡ݆ݞ���Oˮ�䲿λ��ԇ���M���^�M���^�졣�D13�郞����݆ݞ݆�P�Ľ����D���D14��������aij݆�P�Ľ����D�����^���ȿ��Կ���������ˇ���a��݆ݞ݆�P�ľ����_��Ҫ��
7 �Y Փ
(1)������������݆ݞ�������^�̔�ֵģ�M�Y�����@���T���a��ȱ�ݵ�ԭ��ͨ�^���ý���ģ�ߜضȺ͜pСģ�ߺ�ȵķ�������“�����۳�”����Ч�����@����
(2)�����ڌ����a��ȱ�ݲ�λ��ģ���ϼ��Oˮ��ܵķ�����ʹ�T��������̣�������“�����۳�”���@�õ��T���|���^�á�
��һƪ:�����б�