
�ߜغϽ�_��̎��������(y��ng)�����Ѽy����
���P(gu��n)朽ӣ� �Ї���ȫ�W(w��ng) �Ї��|(zh��)���W(w��ng) �Ї�Փ�ľW(w��ng) �Ї��YӍ�W(w��ng)
�� ��
���Ĵ������I(y��)���g(sh��)�WԺ��
ժҪ���ü���_��̎�����g(sh��)��GH141�ߜغϽ�����M���˛_��������X�侀���䷨����_��̎��ǰ������(y��ng)���ֲ��M���˜yԇ�����^������_��̎��ǰ��ƣ���Ѽy�a(ch��n)����r���Y(ji��)���l(f��)�F(xi��n)��GH141�ߜغϽ��ڛ_��̎��ǰ������(y��ng)�������F(xi��n)������(y��ng)������(y��ng)��ֵ�s��200 MPa���ڽ�(j��ng)�^����_��̎��������(y��ng)�����D(zhu��n)׃?y��u)鉺�?y��ng)������(y��ng)��ֵ�s��-400 MPa����Ӳ�������20%��25%���ڛ_���^���У��l(f��)�F(xi��n)̎����ƣ���Ѽy���@�p�٣��f������_������Ч����ƣ���Ѽy�����������ƣ�ډ�����
�P(gu��n)�I�~ �ߜغϽ𣻼���_��̎����������(y��ng)����ƣ���Ѽy
�ЈD���̖ TG132.3+2��TG174.4 DOI:10. 15980/j��tzzz. 2016. 06. 025
�ߜغϽ������䃞(y��u)������ܣ����H��(y��ng)�����w�C�����������I(y��)��܇�v��ȼ��u݆�C��߀���������w����������l(f��)�әC��ԇ����w�C���˷���(y��ng)�ѡ���ͧ���I(l��ng)��Ҋ�ĸߜغϽ���Ҫ��Ⓕ��Ͻ�懻��Ͻ���F���Ͻ��о��ߌ��ߜغϽ�����W���ܡ��������ܡ����������������^�̵����˴����о������Mһ����ߺϽ�Ĺ����ضȺ����Мػ�ߜ��³��ܸ��N�d�ɵ����������L�Ͻ����������^���ؕ�I��
���ٲ��ϵ���ҪʧЧ��ʽ����ƣ�ں��g��ʼ�ڲ��ϱ��棬���Խ��ٲ��ϱ���ĽY(ji��)��(g��u)������ֱ��Ӱ������ϵľC�����ܡ�����_�����g(sh��)�����Ï��������a(ch��n)���ĵ��x�ӛ_��������߽��ٲ��ϵĸ�����ܣ���������揊��Ч���ã�����õ��ˏV�����P(gu��n)ע���о������n�}��GH141懻��ߜغϽ��M���˼���_��̎�����y����_��ǰ������(y��ng)���ֲ�������ƣ���Ѽy�a(ch��n)����r�M�����^����������ڞ�ߜ�懻��Ͻ�����a(ch��n)��ʧЧ���o�ṩ������
1 ԇ��
ԇ���Ϟ�GH141�Ͻ�壬�ߴ��280 mm×178mm×10 mm���仯�W�ɷ�Ҋ��1��ԓԇ����Ƚ�(j��ng)�^���ܕrЧ̎����̎����ˇ��1 080��×0.5 h����s��900���4h��Ȼ��������Ҝء�̎����ɺ���X�侀���䷨���䚈����(y��ng)���M�Пo�p�yԇ��Ȼ�����Ï�����_���b�Ì�GH141�Ͻ�����M�Л_��̎����̎��^(q��)���yԇ�������ą^(q��)��280 mm×80 mm������_���b����Ҫ�ɸ߹����S��������ϵ�y(t��ng)�������Դϵ�y(t��ng)��������Դϵ�y(t��ng)������_���^ϵ�y(t��ng)�M�ɡ����м����b�õ���Ҫ���g(sh��)����(sh��)��ݔ����l(f��)ɢ��θ≤1.7 mrad���}�_�����s��30 J����ֵ����≥2×109 W�������}����23 ns��ݔ������(w��n)����≤±10%��ASEϵ�y(t��ng)�����s��15 m J������_��̎�����Æ���_������ߞ�A�ι�ߣ���ߴ���ʞ�50%������_��̎������ԭ��Ҋ�D1��
X�侀���䷨���Ãx����X-350A�͑�(y��ng)���x�����늉���22 kV���������6 m A���@��Ka����ݗ�䣬��ֱ��ֱ����ϕ2 mm���A�ݒ��貽�M�Ǟ�0.10���r�g����(sh��)��1s��������ʼ�Ǽ��Kֹ�Ƿքe��1630��1550����(c��)�A��ɽ�քe��00��150��250��350�����Ò�����R�^��ƣ���Ѽy�a(ch��n)����r��
2 �Y(ji��)���cӑՓ
2.1 ������(y��ng)��׃��
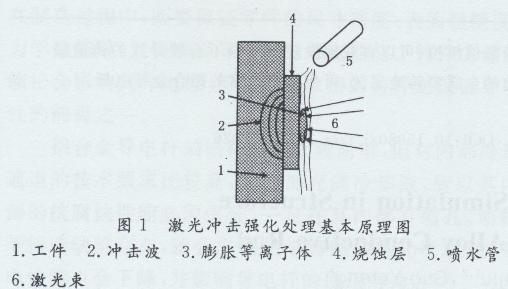
����X-350A��X�侀��(y��ng)���x������_��ǰ��GH141�Ͻ����ֲ�������(y��ng)���M�Мyԇ���ȣ��yԇλ�ö��鴹ֱ�ڰ����ľ���ͬһ�lֱ�����yԇʾ��D���yԇ�Y(ji��)��Ҋ�D2��
�ĈD2���Կ���������_��̎��ǰĸ�Ě�����(y��ng)��������(y��ng)������С��200 M Pa���ң�����(j��ng)�^����_��̎��������(y��ng)��׃���ˉ���(y��ng)������С��-400 M Pa���ҡ���������(y��ng)���Ĵ��ڿ������ƣ�ڏ��ȡ������g�ȣ����ҽ��ͺ��^ƣ���Ѽy�����������ƣ�ډ�����߀����Ч����߹�������ď��Ⱥ�Ӳ�ȡ�
�ڼ���_��̎�����^���У������ͨ�^����s���Ӳ�ͨ�^���������ٲ��ϱ��������������Ռ����գ����n�}�������ՌӲ��Ϟ���ᡣ�����Ռ������˼����������ضȕ����߲��Ұl(f��)���⻯�F(xi��n)���⻯����t���^�m(x��)���ռ��������Ķ��γɵ��x���w���˕r���x���w���^�m(x��)���������ڼs���������°l(f��)����ը�γɛ_�������@�r����_�����ķ�ֵ�������ڲ��ϵ��������ȣ��t���l(f��)������׃�Σ��ڲ��ϱ���_��^(q��)��a(ch��n)����������(y��ng)�������Ķ���׃���ϵ��@�M����
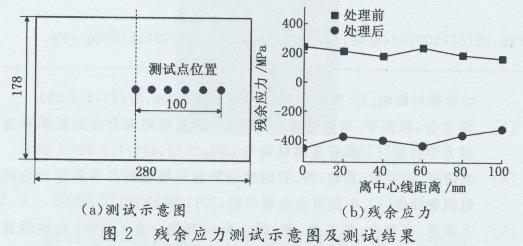
�D3�鼤��_��������(y��ng)��׃��ʾ��D�����Կ������_����ʹ�ý��ٲ��ϱ�Ӱl(f��)�����s׃�Σ��Ķ������ܛ_��^(q��)�����c���ϱ���ƽ�еı�Ӄ�(n��i)�a(ch��n)�����L׃�Σ��M������ˮƽ������F(xi��n)����(y��ng)�������ڰl(f��)������׃�Εr���ܛ_��^(q��)���׃�Ε��ܵ�����������K���Ķ���ˮƽ���Ϯa(ch��n)��һ���܉��đ�(y��ng)���������_�����ĉ���ֵС��һ��ֵ�㲻�ٰl(f��)������׃�Σ��_���˚��������������ȡ�
��̎��ǰ���GH141�ߜغϽ�քe�S�Cȡ3���c�M��Ӳ��( HV)�yԇ��̎��ǰӲ��(HV)��381��390��387��̎����Ӳ��(HV)��456��463��465���^̎��ǰ�����20%��25%��
2.2ƣ���Ѽy
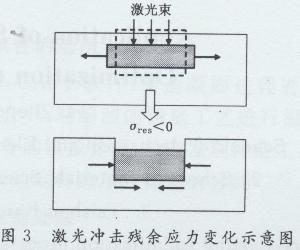
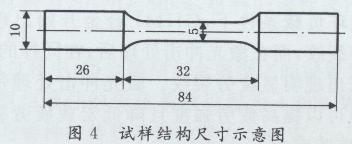
�����^�켤��_��̎�팦��ƣ�ڏ��ȼ�ƣ���Ѽy�a(ch��n)����r��Ӱ푣���ԇ�ǰ�ȅ^(q��)���M�иߜص���ƣ������ԇԇ�C��EHF-100KN�Һ�ŷ�ƣ��ԇ�C��ԇ�ӳߴ�Ҋ�D4������d�ɞ�100 k N��ԇ�h(hu��n)���ضȞ�800�棬����(y��ng)׃������1%���ң�ѭ�h(hu��n)�l�ʞ�1 Hz���������쑪(y��ng)׃�ĕr�g��30 min��
ԇ����ͬ�ӵ�ѭ�h(hu��n)ؓ�d�l���£��Ò�����R�����Ѽy�M���^�죬���͵ĽM���քeҊ�D5��
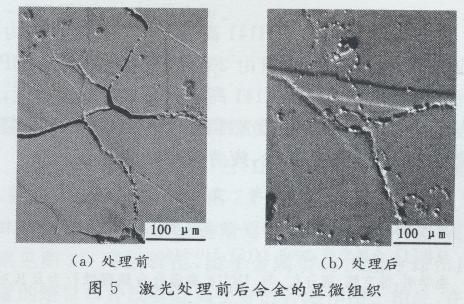
���ȈD5�͈D6���Կ������ڼ���_��̎��ǰ���� һ����ѭ�h(hu��n)ؓ�d�l���£�GH141�Ͻ��_ʼ���F(xi��n)�������@��ƣ���Ѽy�����ڼ���_��̎������ͬ�ӵėl���£�ԇ�Ӳ�δ���F(xi��n)���@ƣ���Ѽy������_��̎�펧���Ě�������(y��ng)���������ƣ�ڏ����ҽ��ͺ��^ƣ���Ѽy�����������ƣ�ډ�����
3 �Y(ji��) Փ
����_��̎����GH141�ߜغϽ���暈����(y��ng)��������(y��ng)��׃?y��u)鉺�?y��ng)������(sh��)ֵ��200 M Pa׃?y��u)?400 M Pa������_��̎�������GH141�ߜغϽ�����@Ӳ�ȣ���̶߳Ȟ�20%��25%������_��̎����GH141�ߜغϽ����ƣ���Ѽy���@�p�٣�ƣ�ډ�����ߡ�
��һƪ:��̼�w�S����2024�X���ͺϲ��������О��о�
��һƪ:�����б�