
�Cе��ӌ�ZL205A�Ͻ�͉��T�������a�s��Ӱ�
��ʿƽ1 �����1 � ��1 �Y ��2 Ф�ķ�2 ������2 ���l��1 ꐳ���1
��1�������I���I��W���ϿƌW�c���̌WԺ��2��������Cе��˾��
ժҪ��ZL205A�Ͻ�͉��T���T����ʩ��ˮƽ�������ӣ��о�����ӌ�ZL205A�T���s�ɵķֲ�Ҏ�ɡ��Y����������ӿ�����Ч������T�����a�sЧ�ʣ��S����������ӣ��s�ɵķֲ��p�٣��S���l�ʵ����ߣ��s�ɵķֲ�Ҳ�p�١�
�P�I�~ ��ӣ�ZL205A�Ͻ𣻵͉��T�죻���̣��a�s
�ЈD���̖ TG249.2��TH113��TG146. 21 DOI:10. 15980/j��rzzz. 2016. 06. 014
�͉��T�����aZL205A�Ͻ��T���r�����пs��ȱ�ݰl�����������T�����aһ�γ�Ʒ������������Ӱ������a���M�Ⱥ����aЧ�ʡ��о���������Ӽ��g������T�����κ��ʺ͏��ȣ�ͬ�r߀������ߺϽ���a�sЧ�ʡ���ˣ���Ӽ��g��ɰ�������T���еõ��ˏV���đ��á�����Ӽ��g���õ��͉��T�죬�e�����뵽ZL205A�Ͻ��T���ĵ͉��T���Ё���һ��ȫ�µćLԇ�����n�}���������ZL205A�Ͻ�͉��T���У�ԇ�D��QZL205A�Ͻ��T���������a�sЧ�ʣ�ͬ�r���ZL205A�Ͻ��T�������a�����Ժ����aЧ�ʣ��Mһ�����Ƶ͉��T�켼�g��
1 ԇ��
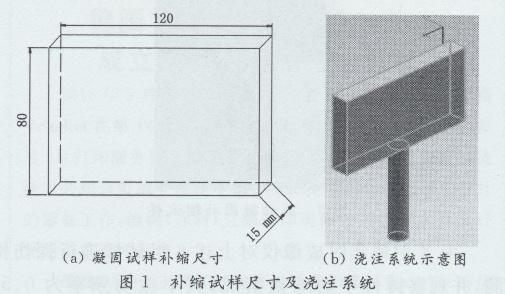
��������a�sԇ���OӋ�ɱ����Σ������a�sԇ�ӳߴ��120 mm×80 mm×15 mm����עͨ����ֱ��Ҳ��15 mm��Ҋ�D1��ԇ����úϽ������ZL205A�Ͻ��T�Ͳ��Ø�֬ɰ���ͣ���ע�ضȞ�700�棬���͉�����75 k Pa������������0.15 M Pa��
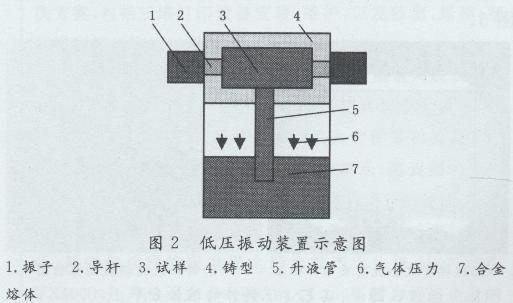
�D2��ԇ����T��ԇ��b��ʾ��D���ɈD2��֪���������ͨ�^���U���õ����̵ĺϽ��T���У�Ӱ��T���������^�̡����е͉�����T���b���ɑT�����늙C��׃�l���ȽM�ɣ����ͨ�^�{��ƫ�ĉK�Ĕ������{��������l����׃�l���{������׃���늙C���D�ٿ��Ը�׃�l�ʡ�
���ͽY�����_������b�ã��о���Ӆ�����ZL205A�Ͻ�͉��T���T���s�ɵ�Ӱ푣�ԇ��Ҋ��1��������6�M��ͬ����ӹ�ˇ�����������l����ͬ���о���ͬ��ӗl�����T���Ŀs�ɷֲ���
2 ԇ�Y���ͷ���
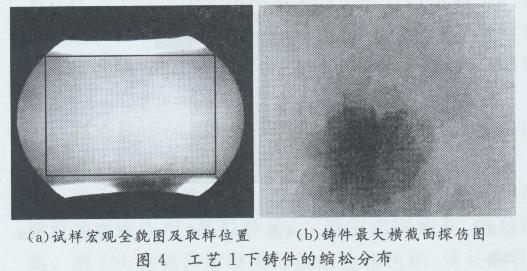
6�Mԇ�ӵ�ԇ�����ͬ�ij����ٶȡ����������͝�ע�ض�����ɵģ��@�ӿ���������ע���صĸɔ_��ʹZL205A�Ͻ�ԇ��ֻ�ڲ�ͬ����ӗl�������̡�����1̖��ˇ�T��@�õ�ZL205A�Ͻ�͉��T��ԇ��Ҋ�D3��
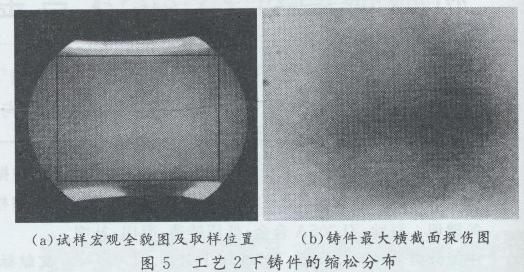
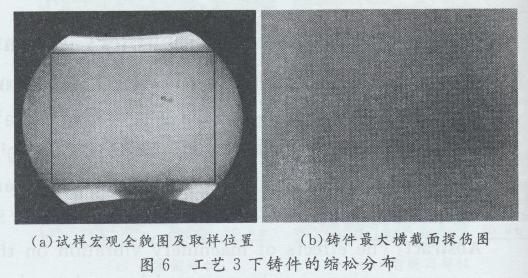
��X�侀���r����x������6�Mԇ���M��̽���z�y�����^���T���еĿs����r����������l�ʞ�0.50Hz�������0��0.8��0.5 mm��X�侀̽���Y��Ҋ�D4���D6��
ԇ����õ��ĺϽ��T����X�侀̽����ͨ�^OLY-CIAm3�����D�����ϵ�y�M�з����yӋ�������ϸ��M�T���пs��ȱ����ռ�T���������e�֔��M�Д�ֵ�yӋ��Ҋ��2��
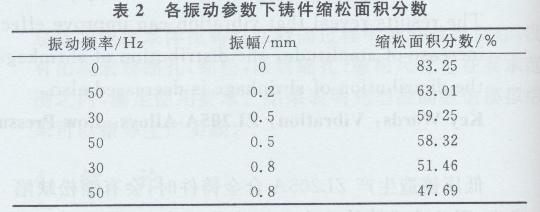
�ı�2��֪��ʩ�әCе��Ӻ��T���Ŀs����ռ��e�֔��pС���s��ȱ�ݷֲ��õ��p�p���f���Cе�����ZL205A�Ͻ�͉��T�����a�д��M�˺Ͻ������a�s��
������Կ������s�ɷֲ��S����l�ʵ�������p�٣��]��ʩ�әCе��ӵ��T���д��ڇ��صĿs�ɷֲ���ʩ�әCе��Ӻ�s�ɷֲ��p�p��������l���_��50Hz�������0.8 mm�r���s����ռ��e�֔���С���˕r�s��ȱ�����١�
���⣬�s���S�����������pС��ʩ�әCе��Ӻ�s��ȱ�ݜp�١���������_��0.8 mm���l�ʞ�50 Hz�r���s��ȱ�����١�
�������ϸ��Mԇ���пs�ɵ���e�֔�׃����֪���Cе�����һ�����l�ʺ���������ȣ��s���S�l�ʵ���߶��p�٣��S���������Ҳ�p�١�����ԭ�������Cе��ӕ�������l�ȵļ����\�ӣ�һ��������ͺ������̺Ͻ��ճ�ȣ�����������a�s�r�g��ͬ�r����ӕ����º���Ͻ�����̰l��һ���ď�����׃�Σ��@Ҳ��һ���̶�����ߌ������a�s����һ���棬��ӕ���ɢ�ѽ���ӵĹ���Ǽܣ���ʹ�����̵ĹǼ�̮�����M�����´��_�a�sͨ����һ���̶���Ҳ������a�s��������֮���͉��T���^��ʩ����ӕ�����T�����a�s������
3 �Y Փ
(1) ZL205A�Ͻ��T���пs���S����l�ʺ���������Ӳ����p�p���l�ʞ�50 Hz�������0.8 mm�r����ӌ��s�ɵĜp�������@��
(2)�����ZL205A�Ͻ��T���пs�ɵ�Ӱ푏����l�ʡ�
��һƪ:�tС���ͼt�������۟����|���������|�ı��^
��һƪ:�����б�