
����ģ�M���X�Ͻ���늗U�Y�������еđ���
������1 Ҧ����1��2 �����3
��1���������Q�WԺ�C��c��Ϣ���̌WԺ��2����h������W���ϿƌW�c���̌WԺ��3��̩�ݿ�Ǭ�Cе��������˾��
ժҪ�Խ������T���X�Ͻ���늗U���������T���������^���M�Д�ֵģ�M������ֱ�^�ذl�F��Y�������팧�µ��T��ȱ���Լ������������T��ȱ�ݣ��郞���T���Y���ṩ���������Ã����Ľ������T�칤ˇ�������a���ϸ���X�Ͻ���늗U��
�P�I�~ �X�Ͻ𣻌�늗U���Y������������ģ�M
�ЈD���̖ TP311; TG146. 21 DOI:10. 15980/j��tzzz��2016. 06. 026
�������T���Y�����DZ��C�T���|�������ͳ��ι�ˇ���s�Ե���Ҫ�e�롣����Ӌ��C���T���������^���M�Д�ֵģ�M������ֱ�^�ذl�F��Y�������팧�µ��T��ȱ�ݲ����������T��ȱ�ݣ����OӋ�߃����T���Y���ṩ���������n�}�Խ������T���X�Ͻ���늗U�������U��������ģ�M���T���Y�������е����á�
1 �X�Ͻ���늗U����Ҫ��
�X�Ͻ���늗U�Ǹ߉�������O����P�I����֮һ����ݔ׃�ϵ�y������O��İ�ȫ���ɿ��\��ʮ����Ҫ���������^���У���Ҫ���C����ijߴ羫�ȡ�����ֲڶȡ����W���ܵȣ���Ҫ�_����늗U�Č�����ܡ��T���Ȳ��Ŀs�ɕ�Ӱ��䌧��ԣ����Եõ����ܵ��T���DZ��C����Ե�ǰ��֮һ��
�X�Ͻ���늗U�ĽY���mȻ���^���Σ������Ȳ���sͨ���ļ��gҪ����^�ߣ����IJ���M��sҺ��������Ȳ��Ŀ����g���ܱ�횱��C��һ������Ȳ��пs�ס��s�ɵ��T��ȱ�ݴ��ڣ��͕����F���W���g��늻��W���g���������Ҳ���½�����Ӱ푌�늗U��ʹ�É�����
2 ��늗U�T�칤ˇ�OӋ
�X�Ͻ���늗U�Ď��Π�Ҋ�D1����늗U��ҕ��ֱ�ܺ͏��܃ɲ��ֽM�ɡ���ֱ����ϕ65 mm���L469 mm���ڝ�ע�^���У���픲���ð��ֱ�����Aб��ע���@�N��r�£�ԭ�OӋ�T���Е����ڃɂ��ṝ���քe��A̎��B̎���X�Ͻ���늗U�ıں��22.5 mm���ṝ�Aֱ���s��ϕ37.5 mm��

2.1 �T�칤ˇ�OӋ
�X�Ͻ���늗U�T�칤ˇ������ע�����������档
����������_���Ļ���ԭ�t����������OӋ�����ڷ�ģ��ȡ���T�����������O�Ý��ڡ�ð�ڣ���������ǻ�Ś⣻�M��ʹ�xȡ�ķ������ƽֱ�ġ�ͨ�^�C�Ϸ������]����ȡ������͵ķ������_���T����ģ����ȡ��������ֱ��β���O�û��K��������ȡ���T����
ֱ�����ߴ��ϕ68 mm×115 mm����ע��ʼ�Aб�Ǟ�300��
�����T���փԣ����ý���Һƽ�������ٶȷ����_���X�Ͻ�Һ�ĝ�ע�r�g���䝲ע�r�g�ɱ�ʾ�飺

���ٶȣ�cm��s ;H����ǻ�ĸ߶ȣ�cm ;b���T����ƽ����ȣ�cm��ͨ�^Ӌ�㣬��ע�r�g��26 s��
2.2�T�췽���M��
ͨ�^���X�Ͻ���늗U�ĽY�����������ò��ĽY���ĽY�������M�н������T�칤ˇģ�M���ĽY����Ҫ��ָ��׃ȱ�ݰl����λ�ĽY��������sͨ����“T”���εĽY���ij�“ʮ”���εĽY�����@�ӵĸ�׃һ�������������w�ľ��_����һ������ԜpС�ṝ�������T�칤ˇ���o��ʹ�ð�ð�ڻ����F��
3ģ�M�^��ǰ̎��
3.1 ģ�Mܛ�����x��
����Pro CASTܛ�����T�������^���M�П�һ����һ������ȫ��ϣ������Ƶ��T�칤ˇ�M�МضȈ������ӈ��͑������ȵ�ģ�M���������r�l�F�T�칤ˇ�еIJ����ȱ�ݣ��Ķ��_���T�칤ˇ������Ŀ�ġ�
3.2�w�W��ǰ̎��
����Pro/E�M�����S���͡��ڌ�늗U��ֱ��픲��O�Ý�ð�ڣ�Ȼ����Pro/Eܛ����������ģ�K���L��ģ�ߡ��ڽM�bģʽ�£�ָ�������IJ����Լ��W���С�����M���M����W��Ą��֣�������W���ļ�“*��ans”�ļ���
����W���ļ�ֱ�ӌ��뵽Pro CASTܛ���У�ָ���Æ�λ�Ϳ����M���w�W��Ą��֡�
3.3ģ�M�����O��
ͨ�^Pro CASTܛ���Ԏ��IJ��ϔ����죬�T�����Ϟ�A356�Ͻ𣬵õ������W������Һ�ྀ�ضȞ�616�棬���ྀ�ضȞ�556�档���F�ͽ����Ͳ����O��H13䓣�ɰо���Ϟ�SAND _Silica�����ϵČ����x��ܛ���������Ԏ��ġ�
ģ�M�^���У����������c������֮�g�O�Þ��ֵ���ᣬ�������c�T���Ă���ϵ���O�Þ�1 000 W/(m2��K)��ɰо�c�T���Ă���ϵ���O�Þ�500 W/(m2��K)��
�X�Ͻ���늗U�ڝ�ע�����O���T���cˮƽ���300����ע15 s����߅����߅���ٝ�ע����ע���r�g��26 s�����Qֱ��B����s��
4ģ�M�Y��������
4.1ԭ�Y����늗U�������T��ģ�M�Y��
���ȶ��������T�칤ˇ���ڲ�����ð�����F����r�£�ģ�Mȱ�ݷֲ��Y��Ҋ�D2��

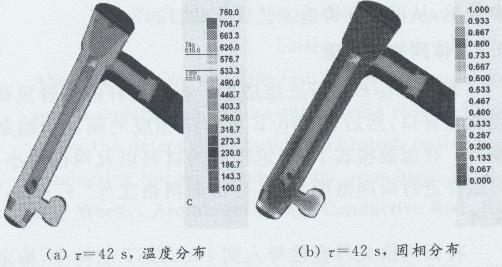
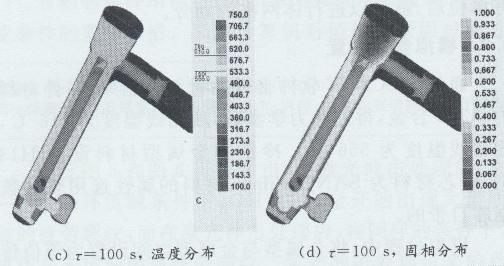
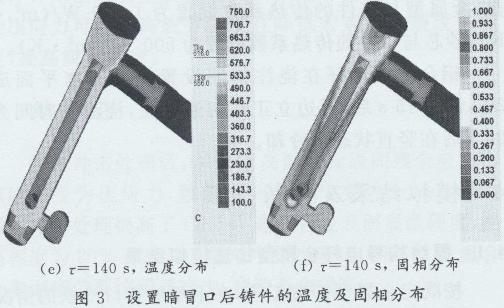
���T���ğṝ̎�O�ð�ð�ڣ�������ˇ��׃��ģ�M�Y��Ҋ�D3�����Կ��������ڽ����͵Ŀ�����s���ã��O�õİ�ð�ڲ��]���ܺõ��a�s���á��෴������s�^���У���ð�����ȱ��܇��Ľ����ͱ�����s��������100 s�r��ð�ڎ��ѽ���s�ꮅ�����X���wֱ�ܵײ�߀̎�ڹ�Һ�����^������һ���^�ߵĜضȷ����ȣ���τ=140s�r�����X���wֱ�ܵײ�����ֲ��������@�������ڴ�̎���γɿs��ȱ�ݡ�
ͨ�^�Mһ���Ӵ�ð�ڵijߴ磬Ҳ�S�ɽ�Q���T��ȱ�ݣ����������T���Ĺ�ˇ��Ʒ�ʲ��������a�ɱ���
4.2�ĽY����������T��ģ�M�Y��
��ֱ���ܵײ��͏��ܵײ��ĽY���M���ģ��Y��Ҋ�D4���ĈD4�l�F���H�H���X�Ͻ���늗U“T”������sͨ����׃��“ʮ”���Σ���늗U�ăȲ�ȱ���ѽ��ɹ��������������������T�����ğṝ����ȥ�����F�Ͱ�ð�ڣ��������T�칤ˇ��
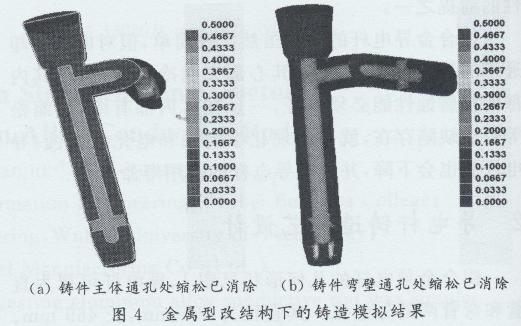
�cԭ�Y����ȣ�������ĽY�����ڽ����͵ļ��䣬�����õ��������@һ�^�̵Č��F���M���X�Ͻ���늗U�Ȳ�������Ҫ��
5 �Y Փ
(1)�Խ������T���X�Ͻ���늗U������ͨ�^����ģ�M�l�F��ԭ�Y����sͨ����ֱ�ܵײ��͏��ܵײ������F���@�Ŀs��ȱ�ݣ��@�����ڟṝ�ò����a�s���¡�
(2)�cԭ�Y����ȣ�������ʹ��늗U�Ȳ��ğṝ���@�pС�����ý������T�칤ˇ���������˃Ȳ��s��ȱ�ݡ�
��һƪ:��ţ��ţ���������������������ā�Դ����
��һƪ:�����б�