
���L�ٶȌ��S�������M�������m���Ƶ�Ӱ푣�������
���P朽ӣ� �Ї���ȫ�W(w��ng) �Ї��|(zh��)���W(w��ng) �Ї�Փ�ľW(w��ng) �Ї��YӍ�W(w��ng)
���L�ٶȌ��S�������M�������m���Ƶ�Ӱ푣�������
�O���� ����
���ϴ�W��Դ�ƌW�c���̌WԺ
ժҪ���ÓQͨ�L�����ڸߴ���g�Ĺ�(ji��)�ܡ������m�Լ��҃�(n��i)�՚�Ʒ�|(zh��)�ȷ���ă�(y��u)Խ�ԣ��ں��ӏS���ğ��m�����еõ��ˏV���đ��á�ᘌ�ָ���ÓQͨ�L��Ҏ(gu��)���˜�����ȱ����Ԕ���Ĺ����OӋ������(sh��)��(j��)�����@һ���}����CFD�����о����ӏS���ÓQͨ�L�ă�(y��u)���OӋ��Ӱ푺��ӏS���҃�(n��i)�����M���Ϳ՚�Ʒ�|(zh��)�������У����L�ضȡ����L�ٶȡ����LͲ�İ��b�߶ȵȣ��������L�ٶȌ��S���Ě����M�������w���m���кܴ��Ӱ푡���������܇�L��܇�v����˾�ĺ��ӏS��������ģ�M������ͬ�����L�ٶȌ����ӏS����(n��i)�����M������Ⱦ���ȷֲ���Ӱ푡�
�P�I�~���ÓQͨ�L���L�ٶȚ����M�����m���
����܇�g�����c������Ⱦ����S��Դ�����c���a(ch��n)�������g�ߴ�ͨ���S�����_8��12 m���������ߣ�����ؓ�ɲ�̫�ߣ������^(q��)�͟�Դ����܇�g�^��̎�ȣ�ʹ�ú��ӏS�����^�m�ϲ����ÓQͨ�L�ķ�ʽ��Ӱ푺��ӏS���҃�(n��i)�����M���Ϳ՚�Ʒ�|(zh��)�������У����L�ضȡ����L�ٶȡ������_�����L�ڵľ��x�����LͲ�İ��b�߶ȵȣ��������L�ٶȌ����ӏS�������M����Ӱ��^��������܇�L��܇�v����˾�ĺ��ӏS��������ģ�M������ͬ�����L�ٶȌ����ӏS����(n��i)�����M������Ⱦ���ȷֲ���Ӱ푣�ʹ�S����(n��i)�ą���(sh��)�M������Ҫ��4m���¹����^(q��)�ķۉm���≤4 mg/m3���S����(n��i)�^(q��)Ҫ���ļ��ض�27�����£������_̎�L��≤0.5 m/s���ÓQͨ�L���g��(n��i)�Ĝض��ݶ�С��2C/m��վ�˕r���^�����_���ز�≤3�档
1 ��(sh��)�Wģ�͵Ľ���
���IJ��ؘʵ�k-![]() �ɷ���ģ�ͣ�ģ�M�Č����Ǻ��ӏS����(n��i)�՚���������ӣ����ڴ��ں��ӟ�Դ�����ã��҃�(n��i)�՚�ض�׃���^���ܺ�����������ܶ�׃������������Boussinesq���O��
�ɷ���ģ�ͣ�ģ�M�Č����Ǻ��ӏS����(n��i)�՚���������ӣ����ڴ��ں��ӟ�Դ�����ã��҃�(n��i)�՚�ض�׃���^���ܺ�����������ܶ�׃������������Boussinesq���O��
ͨ�ÿ��Ʒ������£�
1)�B�m(x��)�Է���
2 ����ģ�ͼ�߅��l��
2.1����ģ��
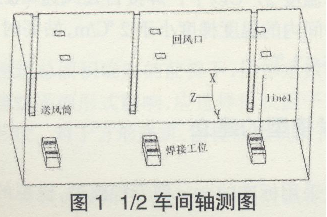
�����о������ǙC܇С�����X�Ͻ�܇�g��ԓ܇�g���L24m����18m����9m��܇�g����6�_���C��12�������c������ԓ܇�g�錦�Q�Y����ģ�M�l�������ƣ�ֻ�xȡ܇�g��һ�����M���о����D1�������õĺ��ӷ�����廡�������Ӳ�����ֱ����1.6 mm�Č��ĺ��z�����c�l(f��)�m����ÿ�����cƽ��8h�����ĵĺ��Ğ�15 kg��ÿkg���ĵİl(f��)�m����10 g/kg�����Ӳ����c���ӟ��m�l(f��)�m���s��5.2 mg/s��ƽ���l(f��)������9.28 kW�����ں��ӟ��m�ĔUɢ��һ��ʮ�֏��s���^�̣�Ŀǰ߀�]���о������ӟ��m�Uɢ�^�̵�Ӌ��ģ�ͣ������m�ں��ӏS���Е��S�՚�һ�����ӣ������ڱ����Ќ������M�к����������m������������]�������ӟ��m������mixture model�M��ģ�M��
2.2��(sh��)ֵģ�M��߅��l��
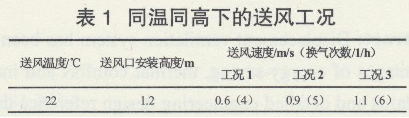
���߅��l��������velocity-inlet��ͨ�L�b�ò��ÈA�������LͲ���߶Ȟ�0.6 m���돽��0.2 m�����L��Ч��e��50%�����LͲ�ײ��˸ߞ�0.8 m�����L�ضȞ�24�棬���L�ٶ�����(j��)�Q��Δ�(sh��)�IJ�ͬ�֞�0.6 m/s��0,9 m/s��1.1 m/s���N���r�M�з���������߅��l������outflow�����L�ڞ�0.6 mx0.6 m�ľ��λ��L�ڣ���픰��b������߅��l�������o���ƣ��^�ᡣ
3 ���L�ٶȌ��҃�(n��i)�՚�Ʒ�|(zh��)��Ӱ�
Ӱ��҃�(n��i)�՚�Ʒ�|(zh��)�����غܶ࣬�������L�ٶȌ��҃�(n��i)�՚�Ʒ�|(zh��)�����m�Ե�Ӱ푺ܴ�ͬ�����L�ٶȌ��҃�(n��i)�ĜضȈ����ٶȈ�����Ⱦ���Ȉ���������ҪӰ푡�����ģ�M��Ŀ�����ڌ����L�ضȡ����LͲ���b�߶�һ������r�£��о����m�˺��ӏS����������L�ٶȣ�ʹ��ȝM��4m���¹����^(q��)�ķۉm���≤4 mg/m3���S����(n��i)�^(q��)Ҫ���ļ��ض�27�����£������_̎�L��≤0.5 m/s���ÓQͨ�L���g��(n��i)�Ĝض��ݶ�վ�˕r�^�����_���ز�≤3���Ҫ���ֱ��^��(ji��)�ܡ����L���rҊ��1��
3.1���L�ٶȌ��S����(n��i)�ٶȈ���Ӱ�
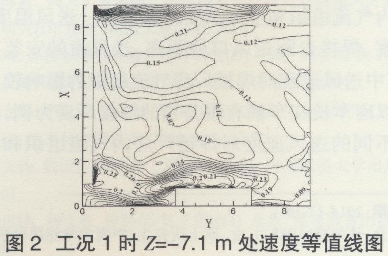
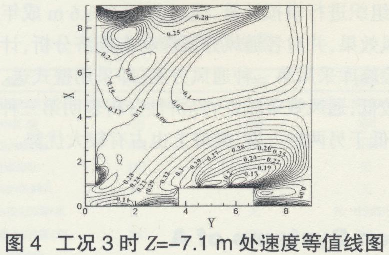
����������ٶȵ�ֵ���D2-4���Կ������S�����L�ٶȵ����ӣ��S����(n��i)�Ě����ٶ����w���������ӣ�����ůͨ�L�c�՚��{(di��o)��(ji��)�OӋҎ(gu��)����( GB50019-2003)��Ҏ(gu��)������ˇ�Կ՚��{(di��o)��(ji��)�҃�(n��i)�؝�Ȼ�Ӆ^(q��)���L���ļ��˲���0.2��0.5 m/s������܇�L��܇�v����˾Ҫ�ӏS�����_̎�L��С��0.5 m/s���L���^���Ӱ푺����|(zh��)�����ĈD�п��Կ��������Q��Δ�(sh��)��4��m����6��m�r�����L�ٶ���0.6 m/s����1.2 m/s�r���S����(n��i)��Ҫ�����^(q��)���������L�ٶȶ�С��0.5 m/s�����Դ��OӋ�M�㺸��܇�g�ٶȵ�Ҫ��

3.2���L�ٶȌ��S����(n��i)���m��ȵ�Ӱ�
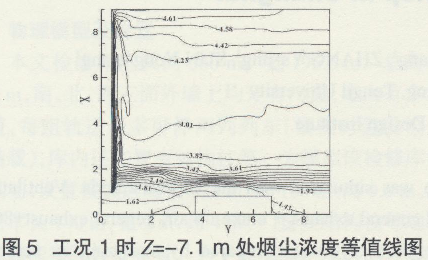
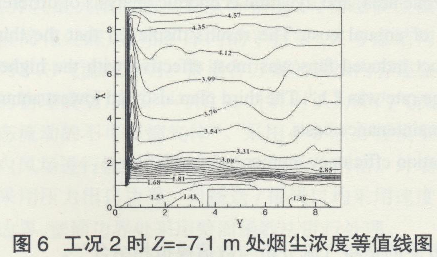
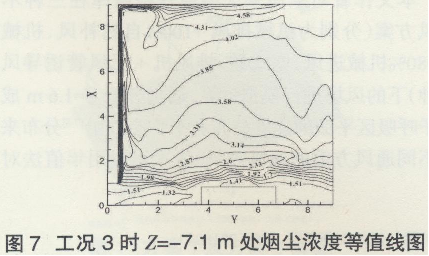
�ĈD5~7���Կ������S�����L�ٶȵ����ӏS����(n��i)��Ⱦ���ȶ��������ͣ������ǏS����(n��i)���m��ȳ��^4mg/m3�ą^(q��)�������@�ĜpС����Ҋ���L�ٶȵ����ӿ��Ժܺõؽ��͏S����(n��i)��Ⱦ��ĝ�ȡ��������L�ٶȵ����ӕ��ڹ����^(q��)���(n��i)�γɱ��^��Ě������u���������u�����߸������Ⱦ����˺����ą^(q��)��ʹ�����^(q��)��Ŀ՚��|(zh��)��׃�Ӱ푺��ӹ��˵����w�������������L�ٶȲ���Խ��Խ�á���܇�L��܇�v����˾Ҫ�ӏS�������^(q��)�ğ��m���С��4 mg/m3���ĈD�п��Կ������Q��Δ�(sh��)��4�Σ�h�r�ğ��m��ȴ���4 mg/m3�����ԏĽ��ͺ��ӏS�����m��ȵĽǶȳ��l(f��)�����L�ٶȞ�0.6 m/s�r�����L���r���M��Ҫ��
3.3���L�ٶȌ��S����(n��i)�ضȵ�Ӱ�
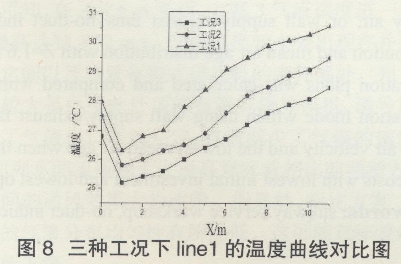
�ĈD8���Կ������ڏS��1m���µĹ����^(q��)���S�����L�ٶȵ����ӣ��ض�����u���͵ģ�������2m���ϵą^(q��)�g���S�����L�ٶȵ����ӣ����]�и�׃�S����(n��i)�ضȷӵ����wڅ�ݣ����Džs�����˸����ϵĜض�ֵ���@�f�����L�ٶȵ����������������S����(n��i)�ğ�ؓ�ɣ������w�Ͻ��͏S����(n��i)�Ĝضȡ���܇�L��܇�v����˾Ҫ���ÓQͨ�L���g��(n��i)�Ĝض��ݶ�С��2C/m��վ�˕r���^�����_���ز�≤3�棬�ĈD�п��Կ������N���r���M��Ҫ���ǹ��r1�s���M��S����(n��i)�^(q��)Ҫ���ļ��ض�27�����µ�Ҫ��
4 �YՓ
�ڌ����L�ٶȌ��S����(n��i)�����M�������m���Ƶ�Ӱ푵��о��У����Կ����������L�ضȡ����LͲ���b�߶Ȳ�׃����r�£��xȡ���L�ٶȞ�0.6 m/s��0.9 m/s��1.1 m/s���Q��Δ�(sh��)���Ξ�4��m��5��m��6��m���N���r�����ӏS����(n��i)�������M���˔�(sh��)ֵģ�M�����M����Ԕ���ķ������ó����L�ٶ�Խ��Խ�����ڽ����҃�(n��i)�ضȣ��ų���Ⱦ����Dz���һζ��������L�ٶȣ�������F(xi��n)�����_���L�ٴ���0.5 m/s��Ӱ푺����|(zh��)�������L�ٶȵ�һζ����߀�������������^(q��)�Ě������u��ʹ���m�ښ����Ď������M�빤���^(q��)��Ӱ푹��˵����w�������������L�ٶȵ����_�����S��Ҫ���4m���µĹ����^(q��)���ļ��ض���27�����µ�Ҫ�����繤�r1������ᘌ���܇�L��܇�v����˾�ĺ��ӏS����ģ�����c�����Ӳ��ϵ�ʹ�ü����ӷ��������S���M��5�Σ�h�ēQ��Δ�(sh��)����0.9 m/s�����L�ٶ��M���ÓQͨ�L��
�ИI(y��)�YӍ���c������
չ����Ϣ���c������
- 1 2019�Ї����B�T�����H���R�I(y��)չ�[��
- 2 2019�Ͼ��V��չ����չ����ԃ������18952050067��
- 3 2019�Ї����B�T�����H���R�I(y��)���[��
- 4 2019��ϷʏV��չ����ԃ�Ԓ��18952050067������
- 5 2019�������H�Ƶ���Ʒ���O�䲩�[��
- 6 2019�Ϻ����H��ů�����{(di��o)��ü��g�O��չ�[��
- 7 2019�꣨��ʮ��ã��Ϻ����Hˮ̎�����WƷչ�[��
- 8 2019��20�����·��Hģ�߹��I(y��)չ�[��