
���o��ϡ���A̎������оͬ���ǻ��l���Ƃ��Ҵ�
������1���ѩ��2������ϼ2�����P1
1���ӱ����̴�W�����WԺ������056038����2���ӱ����̴�W��WԺ������056038��
ժҪ�������o��ϡ���A̎������о�Գ�ȥ���w�S�غ��z���s�|���������w�S�صĽY���ȣ�Ȼ��ͬ���ǻ��l���Ƃ�ȼ���Ҵ����������Ƃ��Ҵ�����ѹ�ˇ�l�������ßᎧ�ٽz��ĸ�N��Һ�ӷN���l�͵�����20 g/100 m L���w�S��ø�������|���֔���2%�������ڸ����ϣ����ӷN���w�e�֔���10%, 150 r��mi��330C��ʎ���B-48 h���K�c�Ҵ��a���_��30.98 g/L�����÷����a�Ϸ�ʽ����������ߵ�30 g/100 m L�������l����׃���B-60 h���K�c�Ҵ��a���_��41.23g/L��
�P�I�~ ����о���Ꭷ�ٽz��ĸ��ͬ���ǻ��l�ͣ�ȼ���Ҵ�
�鑪��������������ԴΣ�C�����ς����o�ԁ��������S�����ҵĿ��м����P�C�����_չ�������w�S����r�I�U�����aȼ���Ҵ����о��������������ձ��ȇ����M�����f�������w�S����������a�Ҵ��ij��������OӋ���҇��������w�S����r�I�U�����aȼ���Ҵ�����Ҳ����ҕ�����ҡ���������Դ���L�ڰlչҎ����Ҏ�����ٔU���ԼZʳ��ԭ�ϵ�ȼ���Ҵ����aҎģ����Ҫ�e�O�lչ���w�S������|��ԭ�ϵ�����Һ�wȼ�ϼ��g��
�Ї����r�I������w�S���ԭ�Ϸdz��S�����H�r����ն���_7�|t���꣬������������D����ȼ���Ҵ������H���Խ�Q������R����ԴΣ�C��߀���Գ��������Ȼ�YԴ���F�U�����ã�����ZʳΣ�C��ͬ�r߀�ܜp��CO2�ŷţ����ƭh�����҇������^����������Ҫ�ļZʳ���ÿ��a������о�Ĕ���ʮ�ֿ��^������о�ж�s����ռ35%��40%�����Ƃ�;�ľ�ǡ�ľ���Լ�ľ�Ǵ������ԭ��֮һ���w�S��ռ32%��36%���ɽ������������ǵȆ��ǣ������Mһ���l�����aȼ���Ҵ�������������ͬ�r�l�������Ǻ�ľ�ǵ������M���ϰl���Ƃ�ȼ���Ҵ�����������Qˮ��Һ�еĆ�������������ǰl�ͮa���^���⣬�������������ľ�ǰl�ͮa���^�ͣ��ټ��ϰl���������Ӱ푣�ʹ���w�S��������|��ȼ���Ҵ����y���F��Ҏģ���I�����a�������a��ˇ���w��̎���аl�A�Σ���ˇ�^�̃�������Ҫ���о�����֮һ��
ԇ�������o��ϡ���A̎������о�Գ�ȥԭ���а��w�S�ء����z��ɫ�غͻҷֵȣ��������w�S�صĽY���ȣ�Ȼ�������w�S��ø��ᄾƽ�ĸ�M��ͬ���ǻ��l���Ƃ�ȼ���Ҵ�����������ȡ���ø�����ضȡ��ӷN���Լ������a�Ϸ�ʽ��ͬ���ǻ��l�͵�Ӱ푣�����ͬ���ǻ��l��ˇ����ѹ�ˇ�l����
1�����c����
1.1ԭ���cԇ��
����оȡ�Ժӱ��ɰ��h������Ҫ�ɷ֞���w�S��38.89%���w�S��35.78%��ˮ��8.032%��������ľ�|�ؼ������ҷ֡�ȡ�L�����飨����<1 mm������о������2%ϡH2SO4��Һ�̱�10��1(m L/g)��������540W�l����̎��16 min����s���^�V���VҺ�����Ƃ�ľ��ľ�Ǵ����V����ȥ�x��ˮϴ�������Ժ��ɂ��ã��Ꭷ�ٽz��ĸ��Candida tropicalis Berkhout�����Ї�������N�������ģ��w�S��ø( 40 000 U/g����50℃��pH��5.0�l���£�ÿ���ˮ���w�S�خa��1μg߀ԭ������Ҫ��ø�����x��1��ø������λ�����Z�S�����\�g����˾��
1.2��Ҫ�x���c�O��
WBFY-205�Ϳ��{���������W��������������x�����A����؟�ι�˾��HZQ-F160��ȫ����ʎ���B�䣺�����I�Ж|��Ӽ��g�_�l����˾��SW-CJ-2F�p���p����������_���K�݃����O������˾��YX-18LDJ����ʽ�����������������ꎞI���t���O������˾��UV1102����һ��Ҋ�ֹ���Ӌ���Ϻ������ƌW�x������˾��800��늄��x�ij��������ȡ�
1.3����
1.3.1�������B��
���N�������B������ѿ֭��֬���B��������ѿ���130 g/L����֬15 g/L����ù��0.1 g/L��1 15℃���30min�����b��ԇ���У�1/4ԇ���w�e�����Aб�����Ƴ�б�档
�N��Һ�w���B����������20 g/L����ĸ��ȡ��10g/L��������20 g/L���bҺ��50 mU250 m L�F��ƿ��115℃���30 min��
�l�����B�����m����̎��������о���w�V������ĸ��ȡ��2 g/L�������@8 g/L����������2 g/L����ˮ�����V0.2 g/L���bҺ��50 m L/250 m L�F��ƿ���{pH5.0��115℃���30 min��
1.3.2�ɽ�ĸ�Ļ
�ßo��ˮ�����ɹ��еĸɽ�ĸȡ���D�ӵ����N�������B��б���ϣ���30℃�l�������B2d���2�Ρ�
1.3.3�N��Һ���Ƃ�
��б�����B����ȡһ�h���ɴλ��Ľ�ĸ�ӷN���b�зN��Һ�w���B�����F��ƿ�У�30℃��150 r/min��ʎ���B36 h���õ��N��Һ���á�
1.3.4ͬ���ǻ��l��
ȡ�N��Һ����l�����B�����������m���w�S��ø����һ���ض�����ʎ���B���D�ٿ�����150 r/min��ÿ��12 hȡ�ӣ�3 000 r/min�x��5 min��ȡ����Һ�y���Ҵ���������������ȡ���ø�����ضȡ��ӷN���Լ������a�Ϸ�ʽ��ͬ���ǻ��l�͵�Ӱ푡�
1.3.5�Ҵ���Ȝy��
���ñ�ɫ���M�Мy�������ؘ�������������
2�Y���cӑՓ
2.1�����Ȍ�ͬ���ǻ��l�͵�Ӱ�
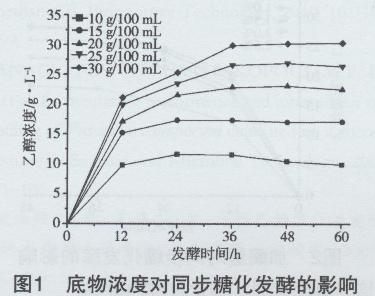
���ο��ưl�����B��������о�V����������5��7.5, 10, 12.5��15 g���{pH 5.0��115℃���30 min����s������1%�w�S��ø������������о�V�������ϣ����w�e�֔�5%��ĸ�N��Һ��150 r/min��30℃��ʎ���B60 h��ÿ12 hȡ�ӷ������l��Һ���Ҵ����Ҋ�D1���ɈD�п��Կ������l��Һ���Ҵ�����S�l�͕r�g�͵����ȵ�����������������Ȟ�30 g/100 m L�r���Ҵ�����ڰl��48 h���_����ߣ���30.23 g/L���������D�����^�͡��ĈD��߀���Կ����������ȵ���20 g/100 m L�r�������D�����S�l�͕r�g���L׃�������@���������ȴ���20 g/100 m L�r���D�����_ʼ�½���ԭ���ǵ������^�ߕr���l�ͭh���^����������ø������a��ĔUɢ��Ҳ������ϵ�y�П���f���Ķ�Ӱ�ø�⼰�l��Ч�ʡ����5�N�����Ȱl����r��20 g/100 m L���Ҵ��D������ߣ�����36 h�l���_���K�c���ȵ�����30 g/100 m L�İl�����ڶ�12 h����ˣ��C�Ͽ��]�l��Һ���Ҵ���ȡ��l�����ں͵��ϵ��D���ʣ��x��ͬ���ǻ��l�͵����m�˵����Ȟ�20g/100 m L���l��36 h���Ҵ�����_��22.83 g/L���˕r�D������ߡ�
2.2��ø����ͬ���ǻ��l�͵�Ӱ�
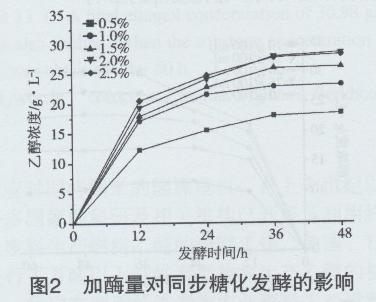
���ưl��Һ�����Ȟ�20 g/100 m L�����B�r�g48h�������l�͗l����׃�������w�S��ø�������քe��0.5%��1%��1.5%��2%��2.5%�r���Ҵ����ɺ͵����D���ʵ�Ӱ푣��Y��Ҋ�D2���ɈD2��֪�l��24 h֮�ȣ��S����ø��������ĸ���������ǰl�ͮa���Ҵ������������D����Ҳ�S֮���ߡ�ԭ���Ǽ�ø����ø�ٷ���Ӱ푺ܴ�ø�����㣬���ﲻ�ܳ��ˮ�⣬���½�ĸ�����õ������Dz��㣬�����Sø��r�g�����ƣ�ø����uʧ�24 h֮���ø����2%��2.5%�a���Ҵ������]�����@�^�e���f��2%�w�S��ø���dz���ļ�ø�����^�m���ӕ��������M�����]������о�Ƃ�ȼ���Ҵ��ijɱ����w�S��ø��ʹ��ռ�^����������ڝM�����aҪ���ǰ���£�ø��������Խ��Խ�á������x��2%��������w�S��ø���������l��36 h�Ҵ�����_��27.95 g/L��
2.3���B�ضȌ�ͬ���ǻ��l�͵�Ӱ�
�����w�S��ø��������2%��ͬ���ǻ������l����׃���������B�ضȷքe��27 ℃��30℃��33℃��36℃��39 ℃�r�Ҵ����ɺ͵����D���ʵ���r���ɈD3�п�Ҋ�����B�ضȌ��Ҵ����Ӱ푺ܴ͜غߜض��������Ҵ������ɣ�ԭ����ø���ǻ��Ͱl�̓ɂ��^���������ќضȲ�һ�¡�һ���w�S��ø�����ø��ضȞ�50℃���h�h����ᄾƽ�ĸ��ʹ�Üض�27℃��30℃���^�ߜضȕ����½�ĸ���ͻ�������ʧ����o��������M�аl�ͣ��@���F�ڈD3�����B�ضȞ�39℃ �����ϣ�����ø��a���������Dz��ܼ��r�D�����Ҵ����^�͜ض��֕�Ӱ��w�S��ø�Ļ��ԣ������ˮa�����ʣ�ʹᄾƽ�ĸ�o������ȵ���������M�аl�ͣ����F�ڈD3�����B�ضȞ�27℃�����ϡ��ĈD3�в�ͬ�ض��°l�ͽY��������30 ℃��33℃���B�l���°l����r�^�ã��l��36 h�l����Һ���Ҵ��ĝ�ȷքe��28.56 g/L��29.43 g/L�������ڲ�Ӱ푽�ĸ���L��ǰ���£��M�������ͬ���ǻ��Ĝضȡ����x��33℃�����ͬ���ǻ��l�͜ضȡ�

2.4�ӷN����ͬ���ǻ��l�͵�Ӱ�
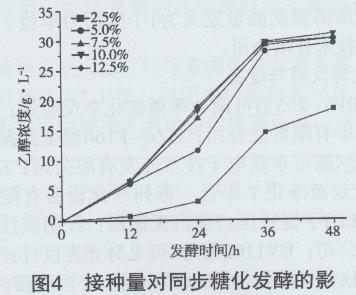
����ͬ���ǻ��l�͜ضȞ�33℃�������l����׃������ӷN���քe���w�e�֔�2.5%��5%��7.5%��10%��12.5%�r�Ҵ����ɺ͵����D���ʵ���r���Y��Ҋ�D4���ɈD�п��Կ������ӷN�����l��Һ���Ҵ���ȼ��l������Ӱ��^�ӷN��̫С����ĸ�l���ٶȾ������S���l�͕r�g���L����ĸ�������½����������Ҵ������ɣ��Ұl������Ҳ�����L���w�F�ڈD4��2.5�ӷN�������ϡ��ӷN���^������ӳɱ�֧�����Ҏ�����x�U�����࣬�����ڰl�ͷ������C�Ͽ��]�l�����ں��Ҵ���Ȍ��ӷN����Ҫ���^�חl�ӷN���������Կ������ӷN����10%�r�l��48 h���@���Ҵ��������30.98 g/L�����x��ӷN����10%��ͬ���ǻ��l�Ͱl�����m�ӷN����
2.5�����a�ό�ͬ���ǻ��l�͵�Ӱ�
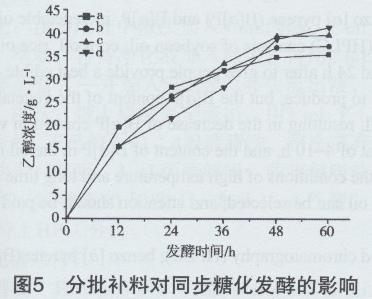
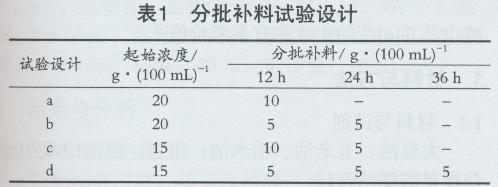
���w�S�ص����������a�ߝ���Ҵ��ı�Ҫ�l������2.1��-���Y����֪�������^�߲�����ͬ���ǻ��l���M�У������a�Ϲ�ˇ����Ч����ߵ������Ҵ��l�͵Ć��}��������������о�V������ͬ�r�g�c��������ӵ��l���wϵ�У�ʹ�l��Һ�S�����^С���ȣ�������ϵ�y�Ђ��|�͂����^�̵��M�С�ԇ����OӋ�����a�Ϸ�ʽ����1�M�У��ķN�a�Ϸ�ʽ��K���ᅡ��Ⱦ���30 g/100 m L���ӷN����10%�������l����׃���l���^����ÿ12 hȡ�ӷ����Ҵ���ȣ��Y��Ҋ�D5���ɱ�1�͈D5��Ҋ��a�M��b�M���ӵij�ʼ���ϝ�Ⱦ���20g/100 m L�ėl���£�36 h֮ǰ��a�M��b�M�l��Һ���Ҵ����ƫ�ߣ����K�c�Ҵ����b�M����a�M�քe��37.24g/L��35.42 g/L��ͬ�ӌ���c�M��d�M���ӳ�ʼ���ϝ�Ⱦ���15 g/100 m L��50 h֮ǰ��c�M��d�M�l��Һ���Ҵ����ƫ�ߣ����l�͵�60 h���l��Һ�нK�c�Ҵ��ĝ�ȷքe�_��39.56 g/L��41.23 g/L���Ҿ�����ǰ�ɽM�a�Ϸ�ʽ���f�����ӷ����a�ϴΔ��ͷ�ɢ�a�ϕr�g�������Ҵ������ɣ������粩�ȵ��о��YՓһ�¡������ֱ���õ����Ȟ�30 g/100 m L������о�V���l�ͣ������a�Ϲ�ˇ�������˽K�c�Ҵ���ȣ�������ȼ���Ҵ��Ĺ��I�����a�����ߵ������ڵ����D���ʷ�����F���ӄݣ��Ե��ڵ����Ȟ�20 g/100 m L�r�ĵ����D���ʣ����Ұl�����ڱȲ������M�Ϲ�ˇ���L��12 h��
3�YՓ
�������o���l����ϡ���A̎������о���Գ�ȥԭ���а��w�S�ء����z��ɫ�غͻҷֵȣ������w�S�صĽY���ȡ���������о�V���������w�S��ø��ᄾƽ�ĸ�M��ͬ���ǻ��l���Ƃ�ȼ���Ҵ��������˵����ȡ���ø�������B�ضȡ��ӷN���Լ������a�Ϸ�ʽ��ͬ���ǻ��l�͵�Ӱ푣�������ͬ���ǻ��l��ˇ����ѹ�ˇ�l�������ßᎧ�ٽz��ĸ�N��Һ�ӷN���l�͵�����20 g/100 m L���w�S��ø��������2%�������ڸ����ϣ����ӷN����10%��150 r/min��33℃��ʎ���B48h���K�c�Ҵ��a���_��30.98 g/L�����÷����a�Ϸ�ʽ��������ߵ�30 g/100 m L�������l����׃���B60 h���K�c�Ҵ��a���_��41.23 g/L��������ˇ�l���Ľ����錍�F�ն���r�I�U����C�����õĹ��I����Ҏģ���a�ṩ��Փ�����ͼ��gָ����
��һƪ:�����б�