
�����̻���늴������늴ň��о�
�����y1 �� �|1 �ܵ�2 ��ҫ�A2 ����ͨ2 ���2 ������2
��1���Ї���늹�������˾��2�������I���I��W���ϿƌW�c���̌WԺ��
ժҪ���˸��õ��˽������Ȳ�늴ň��ֲ��������̻���Ӱ푣���������Ԫ����ܛ��ANSYS�������̻���С��늴�������M��3D��ģ����������늴ň��M���\�㡣ͨ�^����ͬ·����������l���������Ȳ��Ĵň��ֲ��ı��^�������Ì��H�y��ֵ�M����C���Y���l�F���ڿ��d�l���¾�Ȧ�в�λ�õĴŸБ���������S���߶�׃����ɶ��f�p���S�����500 A����1500 A���ŸБ������������S�l����50 kHz����200 kHz���ŸБ����Ƚ��͡�
�P�I�~����壻�����̻���늴ň�����ֵӋ��
�ЈD���̖ 0441.4��TL941+��11DOI:10. 15980/j. tzzz. 2016. 06.002
�����̻��nj������ԺˏU���c��Si��B��P u��Z r��Ԫ�صğo�C�������Ϻ��ڸߜ����M�����ڲ�����̎����Ŀǰ���õIJ�����Ҫ��������}�����������}����������������}ʹ�õø���V����
�����̻����g�İlչ��Ҫ���v��4���A�Ρ���1�A�Ξ�һ������ʽ��ˇ���������ڲ��õ��ǸБ��ӟ᷽������2�A�Ξ���D呟��tʮ�Б��ӟ�����۠t�ɲ�����ˇ������ԓ��ˇ�IJ����̻��Oʩ�з�����AVM��AVH��Ӣ����WVP.�����̻��S����3�A�Ξ�Һ�w�M�Ͻ����ӟ��մ��۠t��ˇ����4�A�Ξ�����岣���̻���ˇ���g��Ŀǰ�����������_˹���n�����_չ�@�N���g���о��͑��ã����҇���ԓ�I���������
����弼�g����Ҫ���c�У������ضȸ�(���_3 000��)��̎��U��ķ����V��ʹ�É����L���O���w�eС�����a�������������ס��\���M�������^�͵ȡ��c���y�����ӟ᷽ʽ��ȣ��������̎�������ԏU�﷽����и���ă��ݣ�������Q�˂��y�ӟ��۠t���Ɯض��^�͵�ȱ�c������������۠t������
������������ڳ������늴ň����ۻ��͠t�ϵļs�������£�ʹ�t���ۻ������t�Ϯa��늴����������늴ň��Ĵ�С�ͺ����ֲ����Pϵ���ˏU��̎��Ч�����P�I����������늴ň��ܲ�ͬ·����������ȡ�ʩ�ӹ��ʡ��_�p��Ŀ������Ӱ푣����������Ҫ�˽⌍�H�����Ŀ��g�ň��ֲ�Ҏ�ɣ������������Ч���ƣ��Ա���õ��M�кˏU�ϵIJ����̻�̎����Ŀǰ���Ȍ��@������о����^�٣���˱��n�}����ANSYSܛ��ģ�M��С��������늴ň������M����ԇ���C�����Mһ�����о��ṩ������
1 ģ�͵Ľ���
ͨ�^����Ԫܛ��ANSYS��30 LС��늴�������M�н�ģ��ģ�M�\�Р�B��������С��늴�������늴ň��ֲ�Ҏ�ɡ�
1.1 늴�Ӌ����Փ���A
ANSYSܛ�����M��늴ň���ֵӋ��r����Ҫ��Maxwell�ַ����M�к���̎����ʹ����ʽ����ʹ�ø��ֺ������ͷ��x׃������늴ň��M����⡣��늴ň���Ӌ���Б��÷��x׃���ĺ�����늈��ʹň������_���քe�γ�늈��ʹň����ַ��̣�ͨ�^���x׃����̎����늴ň������Ć��}�õ�������ʹ��ֵӋ��׃�ø��Ӻ��κͱ�ݡ��@�ɷN׃����ʸ���ń�A�͘���늄ݏ]������ʽ���£�
��ʽ(1)��ʽ(2)��ʸ���ńݺ͘���늄��M�ж��x���ԝM��Maxwell�����еĶ��ɵ�ʹ�á����^�ƌ����Եõ��ň���늈���ƫ�ַ��̡�

ʽ(3)��ʽ(4)����ʽ��ͬ��늈��c�ň���ƫ�ַ�������Q��ʹ����ⷽ�����Ӻ��㡣���M������Ԫ�����r�����ú����ķ��̌��ńݺ�늄ݵķֲ��M����⣬�ٌ�Ӌ��Y���D����������}����������������ŸБ����ȡ�늴����ȡ�
1.2 늴ň�߅��l��
����ANSYSܛ�������H���}�M��늴ň�����^���У�������↖�}��ͬ��߅��l��Ҳ��ͬ������������3�N���Z����߅��l�����������R߅��l���Լ��@�ɷN߅��l���ĽM�ϡ�
�Z����߅��l����
1.3�����̻����������ģ�ͽ���
���ڲ����̻������ķְ���s�Y��ʹ�����_��̎�c�ְ�̎�Ĵň��ֲ��кܴ�IJ�ͬ���䎧����Ӱ푟o�����ԡ���ˣ����n�}�������ϵ�y�������S���ͣ�����Ȳ��ň�Ҏ���M�з����о���
�������������Sģ�ͣ������䌦�����Ȳ��ň��M��Ӌ�㡣��������w��ˮ��ܵ���ж��ϵ�y�ď��s�ԣ������˾W�ֵ��y�ȣ�ʹ�W��Ŀʮ�־���Ӌ��r�g�L��Ч�ʘO�͡��ɲ��ôֻ��W��ķ�ʽ�p������Ԫ��Ԫ�Ĕ�������������Ӌ��Y���c�挍��ƫ�x�^���˱��CӋ�㾫�ȣ����Ӌ��Ч�ʣ������Sģ���M�к���̎����
(1)�xȡ�����Y����1��4�M������ ���ڲ����̻��������w��A���Σ��������Č��Q�Y�����ڽ�ģ�r�xȡ1��4����M�����͡�
(2)���������̻�������O�����w��ˮ��ܵ��ڌ������̻������Y���OӋ�r�����ڲ��P�䓹ܣ��ϡ���ˮ��h��ˮ��ױP��ж�Ͽڻ��y�Լ�����w����ˮ��ܵ���ˮ��ܵ��Ĵ��ڕ�Ӱ������Ȳ��ň��ֲ�������늴�����ԭ���Լ����wЧ�����Б������Ҫ�ֲ��ڌ��w����ļ��w�Ӄȡ��S����ȵ����ӣ���岻�P䓹܃Ȝu�������E����
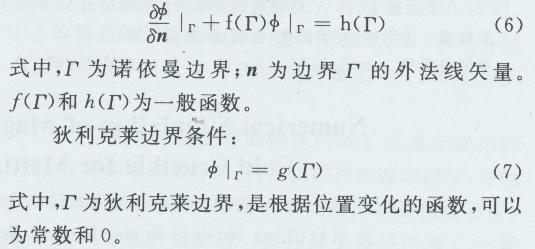
(3)������w�cж��ϵ�y���� ���ںˏU�ϲ����̻��������ԣ�������w����3���_�����M�м��Ϻ͙z�y��������ˮ��h���������ã�ʹ������w�����ň������Σ����_���Y�������Ȳ��ň�Ӱ푲����⣬������ж��ϵ�y�ڈ��w�ĵײ�����ˌ������Ȳ��Ĵň��ֲ�Ӱ푲����ڽ�ģ�У�ȡ����ж��ϵ�y��ͬ�r��������w���_���Y�����ڱ��C�ʴ_�Ե�ͬ�r�Mһ�����Ӌ��Ч�ʡ���������3��ԭ�t�M�н�ģ����ģ�������ăȏ���330 mm���ߞ�500 mm��Ҋ�D1��
1.4���ό��Լ��W��
������ANSYSܛ���M������Ԫ�����r��Ҫ�������M�ж��x��ANSYSܛ���M�����ǰ��Ҫ�����������M�оW���ʷ֣��W����|��ֱ��Ӱ�Ӌ��Y���Ĝʴ_�ԡ����˱��C�Y���ľ��ȣ����Ӌ��Ч�ʣ���ѭ����ԭ�t���ٱM�����C����Ԫ�W��Ҏ�t�;��������W��֮�g�^��ƽ�����o���΅^�ڌ��Б���Ȧ����弰���ϼ��w�Ӄȣ����ŸБ�����׃���W���M�м���̎�����۞��о�����_�p̎�ň��ֲ�Ҏ�ɣ����_�p̎�՚�Ϊ����־W�����ȵĿ՚��ʷ��^������������S�����x���ľ��x�����ӣ��W��Խ��Խ�ݱ��CӋ�㾫�ȵ�ǰ���£��p�ن�Ԫ���������Ӌ��Ч�ʣ�
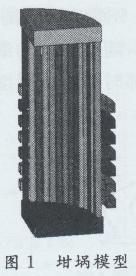
�ڲ�Ӱ�Ӌ�㾫�ȵ�ǰ���£������ģ�͵�Ӌ��Ч�ʣ��������ѽ�����������M�����Sģ���ʷ֣����ںБ���Ȧ���ʷ֣��քeҊ�D2�͈D3��
2 �c���H�y��ֵ�ı��^
������CANSYSܛ���Ŀɿ��ԣ���ԓ�ߴ�С��������M�в����̻�ԇ�y�����H늴ň��ķֲ���r��Ҋ�D4�͈D5����ģ�MӋ�����ȴŸБ����ȕr�������_��ģ�̓Ȳ�ͬ���ϵČ��ԣ��քeӋ��õ�300 A��500 A��r��������ġ����ֱ��1��4������̎�Ĵ�
�Б�����ֵ(300A-S��500A-S)���c��ͬ�����l����������ͬλ�ôŸБ����Ȍ��yֵ(300A-M��500A-M)���^��ģ�MӋ����`���^������`���104%��ͨ�^��ģ�̓Ȳ�ͬ���ϵČ��ԣ���Ӌ��ģ���M������������Ӌ��õ�300 A��500 A�l�������ȴŸБ�����(300A-S-C��500A-S-C)�����^���ȴŸБ����ȵČ��yֵ�cģ�MӋ������ֵ���ɽM��������څ��һ�¡�������ģ�MӋ��r�]�п��]����ϲ�ˮ��h��Ӱ푣�����������ϡ���λ��̎�ضȵĜy��ֵ������ģ�MӋ��ֵ������`���18. 78%��
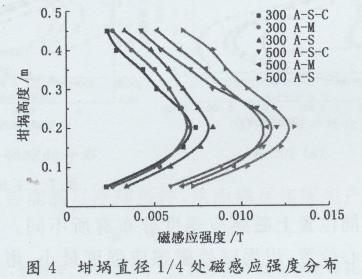
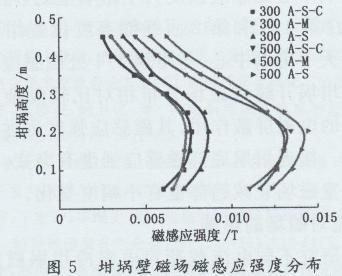
�ɈD4�͈D5���Կ�����Ӌ��ĽY���c���H��r��������늴ň��ڲ�ͬ·���µ�늴ň��ֲ��Լ�������岻ͬ�߶��µ�늴ň��ֲ���r����һ�¡�
3ģ�M�^�̼��Y��
3.1���d�l���������ȵĴň�
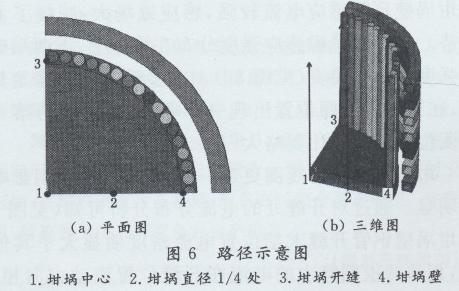
�����܉�ȫ����������ȵĴň��ֲ���r����ģ�M�������d��r늴ň��r�xȡ4�l·�����քe������������S�����ֱ��1��4̎�����ڼ�����_�p̎���D6�鲻ͬ·��ʾ��D������ͬ������d�������Ȳ��ň��ֲ��Ǵ_���ģ�������ͬ����d������岻ͬλ�õĴň��ֲ���
3.2��ͬ����d�ɲ�ͬ·���µĴň�
���l�ʞ�150 kHz�ėl���£�ʩ��300��500��1 000��1 50O A����������Ȳ��ŷֲ��M������ԪӋ�㣬�õ���ͬ·���ň��ķֲ���Ҋ�D7�����Կ��������ȴŸБ����ȏĵױP�_ʼ�S���߶ȵ����Ӷ����ӣ��ڵ��_��4�Ѿ�Ȧ����Ȧ���߶�����λ�ã��ŸБ�����������ڵ�3�ѵ���5�Ѿ�Ȧ�����ȴŸБ����ȶ�̎���^��Ĕ�ֵ���˺��S���߶ȵ��^�m���ӴŸБ������½������_�����픲��r�ŸБ�����څ���㡣
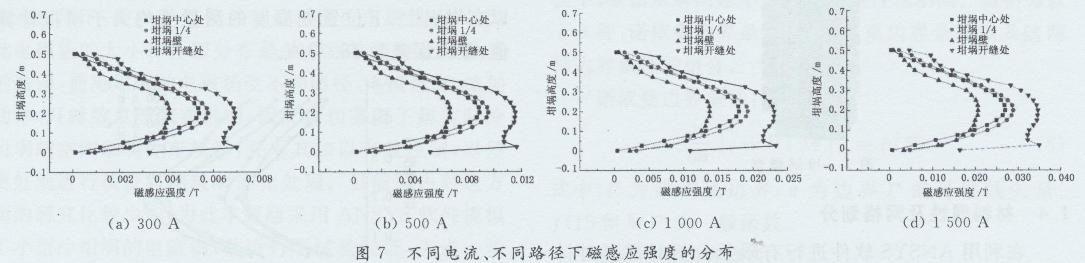
��ͬλ���ϴŸБ����ȷֲ�������ͬ���ھ�Ȧ���߶�����λ�ã�����̎�ŸБ�������С������_�p̎���������ĴŸБ����ȴ�������̎����С�����1��4̎���ڵ�1�Ѻ͵�2�Ѿ�Ȧ�߶�λ������̎�ŸБ����ȴ���������ģ��c���1��4̎�ŸБ����Ȼ���
��ͬ��������_�p̎�ň��ֲ��������^���s�����ڛ]�����ڵ�늴��������ã���ŸБ������h�h�����������λ�á��ӽ����ײ��ŸБ�������ͻ׃���ڽӽ����픲�λ�ôň�˥�pڅ��Ҳ��С����׃����
3.3 ������ň���Ӱ�
�����о���ͬ����d�Ɍ�늴������ŸБ����ȵ�Ӱ푣����l��150 kHz�ėl���£���300��500��1 000��1500 A����d���µĴň��ֲ��M�Д�ֵӋ�㣬Ӌ��Y��Ҋ�D8��
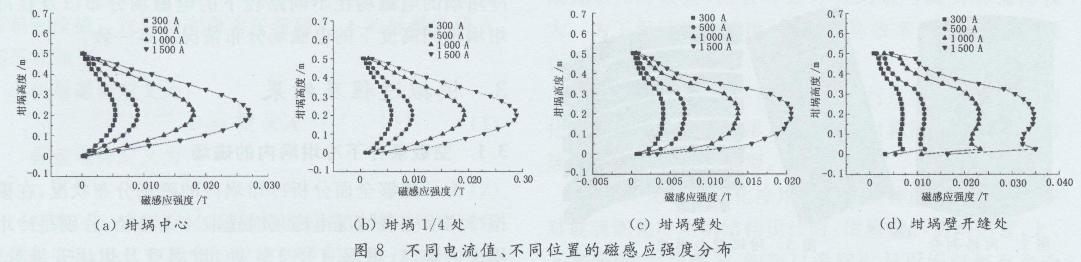
����ͬ�l�ʡ���ͬ���ֵ�l���£�������ĴŸБ����ȷֲ��S���߶ȵ����Ӷ������ڵ�4�Ѿ�Ȧλ���_�����ֵ���S���S���߶ȵ��^�m���ӣ��ŸБ������½������_�����픲��r���͵���Сֵ��Ҋ�D8a���ĈD8b�����������1��4̎�ŸБ����ȷֲ�څ�ݻ����c�������λ����ͬ�����_����ֵ���½����^���У������������������°�څ�ݣ��½��ٶ�׃����
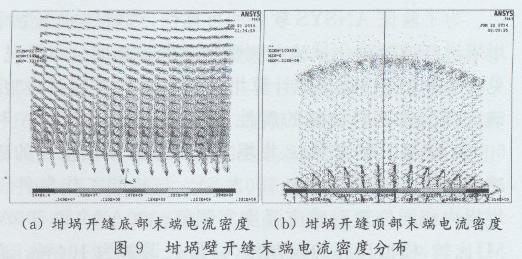
����̎�ŸБ����ȷֲ��c������ĺ����1��4̎������ͬ��Ҋ�D8c�����ڿ���Ȧ�߶�����λ���_����ֵ�����½��^�����°�څ��׃�ø������@���ڵ�6���c��7�Ѿ�Ȧ��λ���½��ٶ�׃��ʮ�־������S������������½��ٶ������������@�����ڎ�늌��w����߅λ�õ�������Ч�����µġ��������픲��h�x��Ȧ���ܵ���ȦӰ��^С���˕r������Ч�������@�F������������픲��Б�����^�����Б��ň��p�����½�څ�ݡ�����_�p�ŸБ����ȷֲ��ڽӽ��ϡ��ɶ˴ŸБ����ȶ�����ͻ׃��Ҋ�D8d�����ڽӽ����ײ��������@���ڵ�1�Ѿ�Ȧλ�ó��Fһ����ֵ���䔵ֵ�c��4�Ѿ�Ȧλ�÷�ֵ���Ҫ�Դ�һЩ��
���ײ����x��Ȧ����һЩ���ܵ��Б���ȦӰ푸������@��ͨ�^���_�p̎������ֲ�������֪��Ҋ�D9>��������䓹��_�pĩ��λ������ܶ����@��������λ�ã������ɸ�䓹��е�������_�pλ�����ӷ����෴���a���Ĵň���B�ӣ������_�pĩ�˴ň����S��׃���������픲��_�pĩ���h�x��Ȧ���Б�����^С��������B�ӌ��µĴň�����Ч���^����
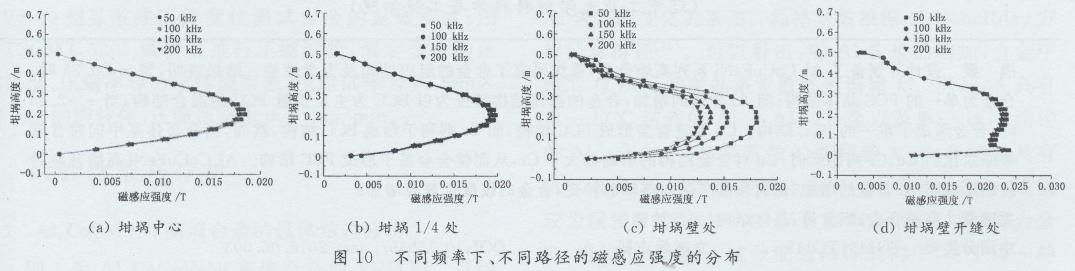
3.4�l�ʌ��ň���Ӱ�
����l�ʌ������ȴň��ֲ�Ҳ�кܴ�Ӱ푡��鿼���l�ʌ������ň��ֲ���Ӱ푣��ڸБ���Ȧ��ʩ��1 000 A���������5 0��1 00��1 5 0��200 kHz�l���µĴň��M��Ӌ�㡣�D10���·��Ӌ��Y�������Կ���������дŸБ������S������l�ʵ���������͡�������̎�ŸБ������S�l��׃����������@��50 kHz�r�ŸБ�������200 kHz�r��1.5�����ҡ��������λ�ôŸБ������S�l��׃�������@�����Ȳ��ŸБ������Ƀɲ��ֽM�ɣ�һ�����ǸБ���Ȧ�a�����^����_�p̎�M�����Ĵň�����һ�����������ڸБ�����a���Ĵň�������l�ʵ������ʹ���ڵļ��wЧ���������ň������������ڼ��w�Ӄȣ�������ͬ����d�ɗl����ϵ�y�Ŀ�������һ���ģ��������ĵĴň����ӱ�Ȼ�������Ȳ��ŸБ����Ƚ��͡�����_�p�^�࣬�^�_�p�M�����Ĵň��S����������ľ��x׃���ֲ���Խ��Խ�����⣬�����ڮa���Ĵň������ܵ��������ã�Ҳ���������Ȳ����l��׃�����µĴň���С��ࡣ���_�p̎�ŸБ����Ȼ�����׃��Ҋ�D10d����ֲ�څ��Ҳ������ͬ���@����龀Ȧ�c���Ȳ��]�����ڵ����������������ͨ�^���ڿ���ֱ���ڛ]��˥�p����r���M����塣���ԣ��l�ʌ�����_�p�^��ŸБ����Ȼ����oӰ푡�
4 �Y Փ
(1)���ȴň��ھ�Ȧ���ĸ߶�λ�ôŸБ��������Ȼ��������픲��͵ײ�˥�p������叽���������ڸ����ŸБ���������������λ����С���_�p�^��Ĵň���������̎�ŸБ����ȣ��S����������ľ��x׃�����@�N�����u�sС��
(2)����ͬ�l���£����ȴŸБ������S�����������������S���l�ʵ��������ȴŸБ����Ƚ��͡��ŸБ������½���څ���S����������ľ��x׃�������͡����_�p�^��ŸБ����Ȼ����ϲ��S�l��׃����
(3)����l�ʵ�������������������ϵļӟṦ�ʣ�����ϵ�y������һ������������ĵĹ��ʽ��͡���ˣ��^�ߵ��l�ʿ���������ļӟ�Ч�ʡ�
(4)�_�p�������ӿ�������������ۻ�Ч�ʡ��_�p̎��늴ň���������B��Ч���a��ͻ׃�����ȃ��ڈ��w���֣�һ�������_�p����ʹ������ڲ����̻��^�����и��ߵğ������Ķ����Ч�ʡ���Ҫ���]������ˮ��sϵ�y�Ƿ��ܝM����s�l�����Ķ��M�㌍�H���a��Ҫ��
��һƪ:��ѿ�̹�ùP1012�a�����m���ǵėl������
��һƪ:�����б�