
����IRB120�ľퟟ���ܼ��ϼ��㌍(sh��)��b�õ�����
���P(gu��n)朽ӣ� �Ї���ȫ�W(w��ng) �Ї��|(zh��)���W(w��ng) �Ї�Փ�ľW(w��ng) �Ї��YӍ�W(w��ng)
����܊1��������1�����x1��������2�����1*
1���㽭�П����I(y��)����؟(z��)�ι�˾������310008����2���Ϻ�������W(xu��)���Ϻ�200093��
ժҪ��������Ǿퟟ���a(ch��n)����Ҫ�h(hu��n)��(ji��)��ԇ����IRB120������һ��(sh��)������ܻ���������b�ã���(sh��)�F(xi��n)���z�����ϡ����_������ϡ��ܵ���ϴ�Լ����z�濾�ȭh(hu��n)��(ji��)���Ԅӻ�����Һ�r�gС��7 min��ʹ�ýM��ʽģ��-PID���Ƽ�Һ�`��С��2%������0.005 g��
�P(gu��n)�I�~ IRB120;���ܻ����������
���a(ch��n)�ퟟǰ����(sh��)�����Ҫ�����υ���(sh��)�M(j��n)���{(di��o)������ԇ��о����ԫ@�þퟟ�������ζƷ�|(zh��)������(n��i)20��Ҍ�(sh��)��Ҿ������ֹ������{(di��o)�䣬�䷽���Ͼ������˞�����Ӱ��^��һ�������ļ������ԇҪ�����Ͼ���0.005 g�������ϕr�gС��7 min��Ŀǰ����(n��i)ᘌ����ϼ����b�����S���о���������ᘌ��ퟟ�S���a(ch��n)�����]�Ќ�(sh��)��ҵ����ܼ��ϼ����b�õ��о���ԇ����ABB��˾��IRB120T�I(y��)�C(j��)��������һ��(sh��)������ܻ���������b�ã�������Q�ֹ��{(di��o)�����ϡ��乤ˇ�������£�

1 ��(sh��)��Ҽ��ϼ���ϵ�y(t��ng)�M��
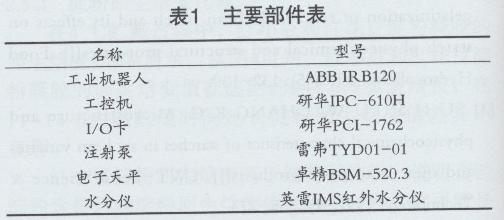
�D1�錍(sh��)��Ҿퟟ���ܼ��ϼ��㌍(sh��)��b�ã�ϵ�y(t��ng)����ABB IRB120�����Ԅӻ��ĺ��IJ�������Ҫ�������1��ʾ��

��(sh��)��Ҽ��ϼ���ϵ�y(t��ng)�����ܷ֞�������ģ�K���������ģ�K����ϴģ�K�Լ��濾ģ�K�ȣ���D2��ʾ��

1)������ģ�K�ɻ��ϝLͲ�����M(j��n)늙C(j��)�����Ͽڡ����Ͽڼ����P(gu��n)���Ԫ���M�ɣ����ϝLͲ���ڴ�ş��z�����M(j��n)늙C(j��)ؓ(f��)؟(z��)���ӝLͲ�D(zhu��n)�ӌ�(sh��)�F(xi��n)���z�c���ϳ�ֻ�ϣ�ͨ�^���Ԫ�����ƻ��ϝLͲ��λ�á�
2)���_�������ģ�K��ԓ�b�õĺ��ģ��əC(j��)е�֡������_�����ץ�֡�ע��á������ƽ�����ؙC(j��)����(sh��)��I/O�忨�Լ�ϡ�ƿ�^���_�ȽM�ɣ����ж��ץ�ְ��b�ڙC(j��)е���ϣ��܉�Aȡ��^������ƿ�w��ϡ�ƿ�ȣ�ͨ�^�C(j��)е�ֵ��\(y��n)������˹��M(j��n)�����ϼ��ϣ�ͬ�r���C(j��)е����߀����F�����^���܌�ϡጺõ��䷽�F�����뵽���z��(d��ng)�У��@Щ���ƵČ�(sh��)�F(xi��n)����ͨ�^���ؙC(j��)�͔�(sh��)��I/O�忨��
3)��ϴģ�K���ڱ��⽻����Ⱦ������·����^��(n��i)��̎���Ƀ���ͨ�^ͨ��ˮ��ƾ�����·����^�M(j��n)�Л_ϴ��ͨ�ˉ��s�՚⣬ͨ�^�՚��Ħ���M(j��n)�ж��Λ_ϴ��ͬ�r�M(j��n)�и���̎����
4)�濾ģ�K�ɝLͲ���t��ˮ�փx�͟��L(f��ng)���M�ɣ����L(f��ng)�������Դ���LͲ�M(j��n)�мӟᣬ�g�ӵ،��LͲ��(n��i)���z�濾��ͨ�^�t��ˮ�փx�ıO(ji��n)�y�����F����Һ��ɵğ��z�濾����(bi��o)��(zh��n)ˮ�֡�
���ؙC(j��)������̫�W(w��ng)�������I(y��)�C(j��)����ͨ�ţ�ʹ��Socket�f(xi��)�h�����ƹ��I(y��)�C(j��)�����\(y��n)�ӣ�ʹ��RS-232�f(xi��)�h�c�����ƽ�ͼt���ھ�ˮ�փxͨ�ţ��@ȡ���ϵ��|(zh��)����Ϣ��ˮ����Ϣ��ʹ��RS-485�f(xi��)�h�cע���ͨ�ţ����ƾ��_�������ϣ�ʹ��I/O�忨���@ȡ������ݔ����̖�������^�����늴��y��늙C(j��)��ָʾ�������
2��(sh��)��Ҽ�����Ͽ����㷨
2.1������Ͽ��Ʋ���
��(sh��)��b�ò��ýM��ʽ������Һ��ʽ����һ�μ�Һ�փɂ��A�Σ����������ܿ����㷨���Ƽ������Һ�w���C�ٶȺ�һ���Ĝ�(zh��n)�_�ԣ���ʹ���c(di��n)��ʽ��Һ�����a(b��)��ʣ��Һ�w���C���ȡ�
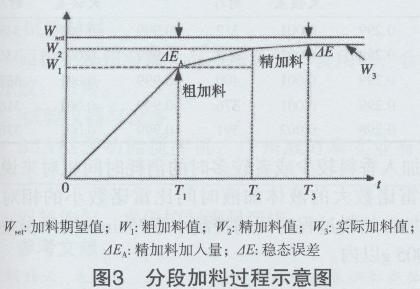
��Һ��һ�������ȣ������^�̳��F(xi��n)������(d��o)���ڴּ����A��Һ�w���{(di��o)��Ӱ����ϵĜ�(zh��n)�_�ȣ�ԓ������_��������ό�(sh��)��Ч�ʣ��ּ����A��������ٶȼ�����80%��90%���M(j��n)�뾫�����A�κ�������ٱƽ���Һ�O(sh��)��ֵ���^����D3��ʾ��
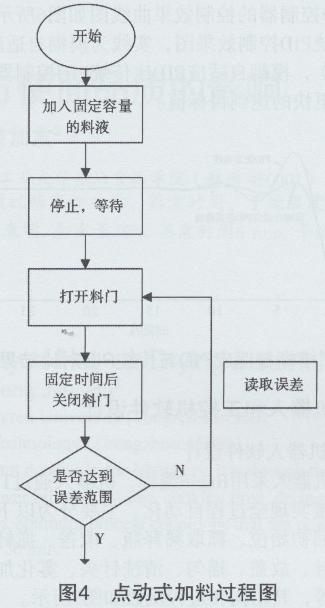
�ڶ��A�Ξ��c(di��n)��ʽ���ϣ��֞�������E���ȶ��ݣ����ټ��ϣ��������Ⱥ��ܶȣ��ӵ�һ���������P(gu��n)�]�����T���o������Һȫ�����룬Ȼ���x����m�����ٶȣ����Ƽ����T�_�P(gu��n)���c(di��n)�Ӽ��ϱƽ��A(y��)��ֵ�����C���Ϝ�(zh��n)�_�ȡ����w�^����D4��ʾ��
2.2ģ�����m��(y��ng)PID������Ͽ����㷨
����Ʒ�ļ�����Ͽ��Բ����xɢPID�������繫ʽ(1)��ʾ��
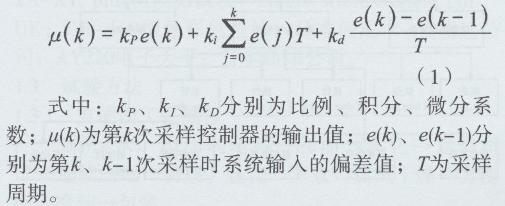
�����Ⱥ��ܶ�����Ʒ�N�࣬�μ���PID�������o���M���Һ����Ҫ����ʹ���������и���(qi��ng)�������ԣ��x��ģ�����m��(y��ng)PID���Ʒ�����
�D5��ᘌ���(sh��)������ܼ��������Matlab��Simulink�����佨����ģ�����m��(y��ng)PID������ģ�ͣ�
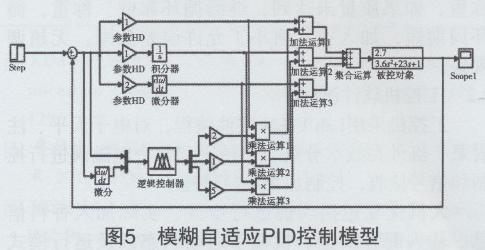
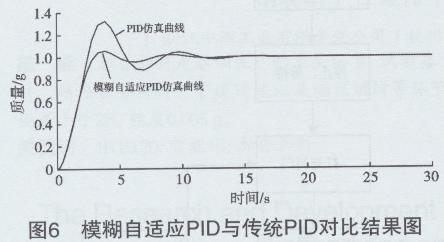
�O(sh��)�ü�������Ŀ��(bi��o)ֵ��1 g������ģ�����m��(y��ng)PID�c���y(t��ng)PID�������Ŀ���Ч�������D��D6��ʾ������̓������y(t��ng)PID����Ч���D����(sh��)����ģ�����m��(y��ng)PID����Ч���D����ģ�����m��(y��ng)PID�Ȃ��y(t��ng)PID���������{(di��o)�����٣��ܸ�����_(d��)��Ŀ��(bi��o)ֵ��
3���I(y��)�C(j��)���˺��ؙC(j��)ܛ���O(sh��)Ӌ
3.1 ���I(y��)�C(j��)����ܛ���O(sh��)Ӌ
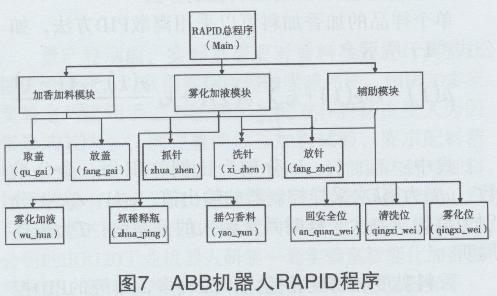
���I(y��)�C(j��)���˲���Rapid���̣��C(j��)����ͨ�^TCP/IP�c���ؙC(j��)�B�ӌ�(sh��)�F(xi��n)ȫ�^���Ԅӻ�����Ҫ�֞����ׂ����A(ch��)���ܣ��س�ʼλ��ץȡϡ�ƿ��ȡ�w��ץᘡ�������ϡ���ᘡ����w���u����ϴ��^���F����Һ����ϴ�F���^�ȣ���Y(ji��)��(g��u)���^�̺���(sh��)��D7��ʾ��
������ϲ��ýM��ʽģ��PID���Ʋ��ԣ���һ�A�β���ģ��PID���ƣ��ڶ��A��ʹ���c(di��n)��ʽ���ƣ��C(j��)е���M(j��n)�����ڼ�Һ�������ƙC(j��)е���Aȡ����^��ϡ�ƿ�M(j��n)���c(di��n)�|������^̎����揈���۷e�����ϼ��r����ƿ�С��C(j��)�������ڄ����r���C(j��)����ͨ�^Socket�f(xi��)�h��֪���ؙC(j��)��ͣ�Q�أ��C(j��)���˷��صȴ������c(di��n)�ٷQ�أ�����|(zh��)��δ�_(d��)�����^�m(x��)ѭ�h(hu��n)���ڡ��Q�أ�ѭ�h(hu��n)���ڶ̣���������ֵС�����S�`������o���{(di��o)�F(xi��n)��
3.2���ؙC(j��)ܛ���O(sh��)Ӌ
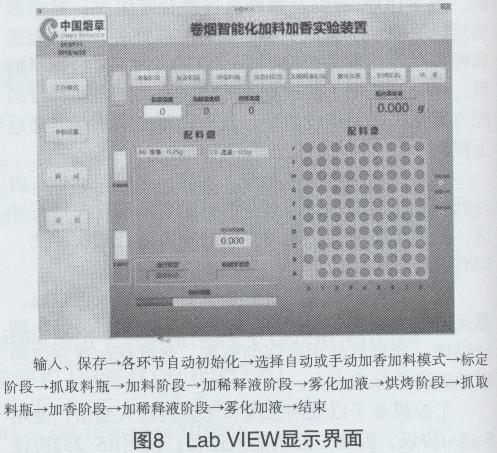
���ؙC(j��)����Lab VIEWܛ�����̣��������ƽ��ע��á��t���ھ�ˮ�փx���C(j��)е�ֺ͔�(sh��)��늴��y�M(j��n)�п��ƺ���̖���գ����Ƽ�������^�̡�
�˙C(j��)����������(d��ng)ǰ�M(j��n)�в��E����(sh��)�H����������Ϣ��ݔ���䷽��Ϣ���C(j��)е���\(y��n)�Ӡ�B(t��i)�Լ��\(y��n)��ģʽ�ȡ��D8���ʼ�@ʾ���档
4������ό�(sh��)�
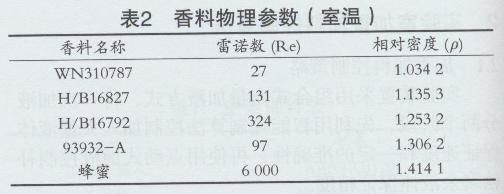
�xȡ5�N��ͬ�Ⱥ��ܶ������M(j��n)�м������ԇ�����텢��(sh��)Ҋ��2��
��(sh��)��b��ʹ��Lab VIEW��(n��i)���r����y������Һ����Һ�ꮅ�ĕr�g���؏�(f��)6��ԇ�õ���ͬ���ϡ���ͬ��������Һ�r�g�ͼ�Һ�������3��ʾ��
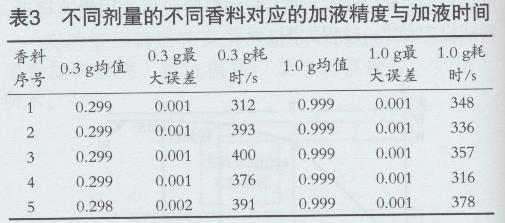
���������^�ٻ����^���r�����ĕr�g�������f�^�L�����Z��(sh��)���Һ�w��Һ�r�g�����Z��(sh��)С�������^�L����������^�̕r�g������С��7 min���Y(ji��)���`���0.005 g�ԃ�(n��i)��
5�Y(ji��)Փ
����IRB120���I(y��)�C(j��)���˵ľퟟ���ܼ��ϼ��㌍(sh��)��b�Ì�(sh��)�F(xi��n)���Ԅӻ�������ϣ�����˂��y(t��ng)���ֹ�������ϣ��ڹ�˾���������\(y��n)�г��^���꣬��������^�̕r�g��������7 min��(n��i)���`��С��0.005 g���F��Ч�����ã����Ͼ���ˮ�ֿ��ƝM��Ҫ��