
���T�ߏ��g�X�Ͻ���܇�ױP�Y�����ĽM���c���W����
���w�S ������ �f �� ��W� ���ٽ� ����� �� ��
���V�|���D�Ƽ��ɷ�����˾��
ժҪᘌ�ij��܇�X�Ͻ�Y�����ĉ��T���Σ����Ô�ֵģ�M�����˽��XҺ���ӳ��͠�B�c�T��ȱ�ݵķֲ����������T���ĝ�עϵ�y�c�Ś�ϵ�y���������аl�ĸ���Չ��T���g���A�ϣ��о��˽���Һ���͕rģ����ǻ��նȌ��T���M�������ܵ�Ӱ푡��Y������������Չ��T�����@�������T���ĺ�����������T�����ܶȣ��c��ͨ��Չ��T��ȣ�����Չ��T���Ŀ������ȡ��������ȡ����L�ʡ�Ӳ�ȷքe�����21%��29%��18%��10%��
�P�I�~ �Y����������Չ��T����ֵģ�M�����W����
�ЈD���̖ TG249.2+1��U463.1 DOI:10. 159 80/j. tzzz. 2016. 06. 016
1 �T���ĽY�����_�l���gҪ�c
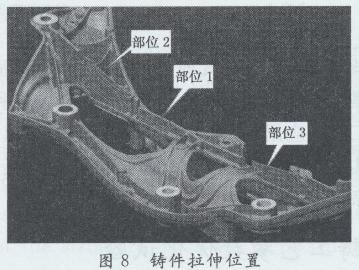
ij��܇�ױP�Y����Ҋ�D1����݆���ߴ��677. 79mm×115. 40 mm×232. 42 mm���|����2.6 kg��ƽ���ں��3.5 mm���w�e�s��9.88×105 mm3���T��ͶӰ��e��86 300 mm2�����|��Al-8Si-Mn-Mg�Ͻ�ԓ�T���ж�̎��ڟṝ��λ�����γɿs�ס��T�����^Ʒ�|Ҫ�o���@�ĉ��T���ۣ����������@�����Ѽy�����治���К��ݣ��T���Ȳ�Ʒ�|Ҫ��һ���T��λ�ÿ���1mm���£��_�����ⲿλҪ�����2 mm���£��T���Ȳ�������Ҫ���T�����ĩ��ָ����λÿ100 g�X������Ҫ����15 m L���ȝ���ָ����λҪ����10 m L;�T�����W���ܣ�T5̎����Ҫ�������Ȟ�220 M Pa���������Ȟ�150 M Pa�����L��≥5%���_���g��≥6.0 J��cm2���ݼy����ԇ�M10≥60 k N��M12≥85 k N��Ӳ��( HRB)��30;�T����ƣ��ԇ�Ҫ���������r�£���ָ���c�ϳ���6. 1��-4.8 k N�����������l�ʞ�2 Hz��ѭ�h20 000�β����S�Ɠp��ԇ�r��ѭ�h�Δ�40 000�β����S���Ɠp����������Ҫ��ԓ�T�����a�y���^��
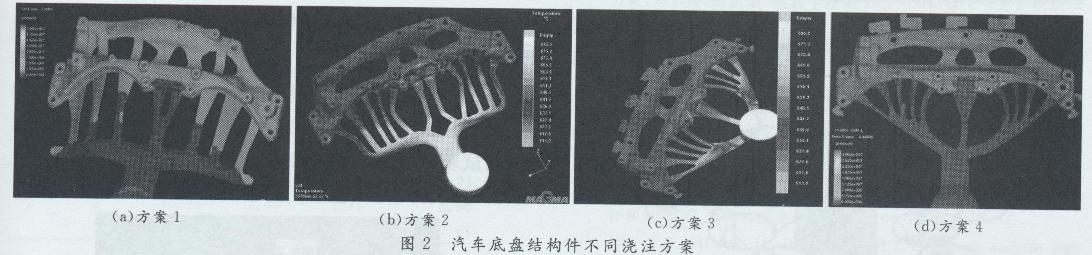
���T���_�l�^���У����˿s���_�l�����ڣ����Ô�ֵģ�Mܛ���M�з����������Ռ��H���a��������ȡ4�N��ͬ�ĝ�ע��ʽ��Ҋ�D2��������1�ͷ���2�������εĝ�ע��ʽ������3�ͷ���4�������εĝ�ע��ʽ������1�c����2��ȣ�����1�����M���^���еķ�ʽ������2�����M���^��ɢ�ķ�ʽ������3�c����4��ȣ�����3�����M�����^�̶�����4�����M�����^�L��ʹ��Magmaܛ��������4�N�����M��ģ�M�������Y������������1�����^��ƽֱ�������p�Ĵ��҃ȝ����M����ͬ�����^�y������2���r�ɂ�������⣬���̷����T���ɂ��ݼy�����տs�ף�����3�����^�̣������ڸ���Չ��T��ˇ�đ��ã�����4�T�����g��ע̎�ض��^�ߣ�ԓ̎ģ�ߛ_�g�Ŀ������^��������B�������տs���ضȵȾC�Ͽ��]������4�^����
2 ���T��ˇ��������ԇ�
���������16 000 k N���Pʽ���҉��T�C�M�����a�����T�C���Ќ��r�������ϵ�y��
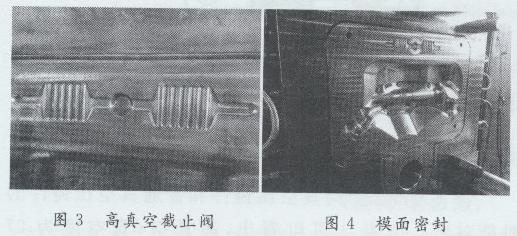
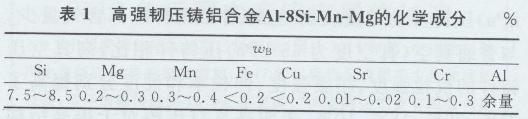
����y���������֪�R�a���Һ��ʽ����ս�ֹ�y��Ҋ�D3���������Ը���տ���ϵ�y�����F��ǻ�c�����p�����գ�ģ������ʹ��ֱ����10 mm�Ĺ��z�l�ܷ⣨Ҋ�D4����ģ����s�������Խ��|�����ԟ��ż���_ģ�ؿ��ƣ���оᘵ���s���ø߉�ˮ�|��s����Ϳ����ABB�C�����ԄӇ�Ϳ��
ԇ���ϲ��øߏ��g��Al-8Si-Mn-Mg�Ͻ𣬾��w���W�ɷ�Ҋ��1��
���˫@����ĉ��T�C�O�Å����c������г̵ĽM�ϣ����O���X�Ͻ�ضȞ�690�棬ģ�؞�200��ėl����7�M�����M���M����ԇҊ��2����

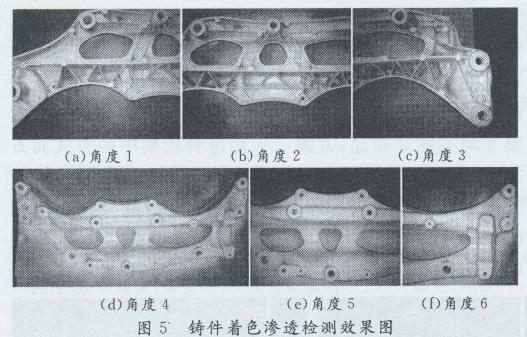
���T���M����ɫ�B�z�y���Y�������T������o���β�����������Ѽy�����ݵ�ȱ�ݣ�Ҋ�D5����
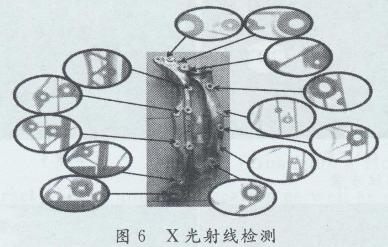
��X���侀���T���ăȲ�Ʒ�|�z�y���Y������ƽ��λ�Û]�аl�F��s�ף��T�����_�����λ��ͬ�ӛ]�аl�F��ס��s�ס��s�ɣ�Ҋ�D6����
�C�����Ϸ�����֪���������ٶȞ�0.3 m/s�����λ�Þ�480 mm�����T�ٶȞ�4.0��4.5 m/s���T�쉺����76 M Pa���ң��쉺����x��620 mm����х����M�ϡ�
3 ���W���ܜyԇ�c����
3.1��Ռ����T���M�������W���ܵ�Ӱ�
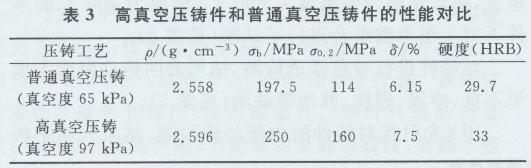
��3���T�B�¸���Չ��T������ͨ��Չ��T�������܌��ȡ��ɱ�3���Կ����������(��նȞ�97k Pa)���T�����ܶ��^�ߣ���ζ�����T���Ȳ��������١��c��ͨ��գ���նȞ�65 k Pa�����T����ȣ�����Չ��T���Ŀ������ȡ��������ȡ����L�ʺ�Ӳ�ȷքe�����21%��29%��18%��10%����������Չ��T������߽Y���������W���ܾ����^�õĴ��M���á�
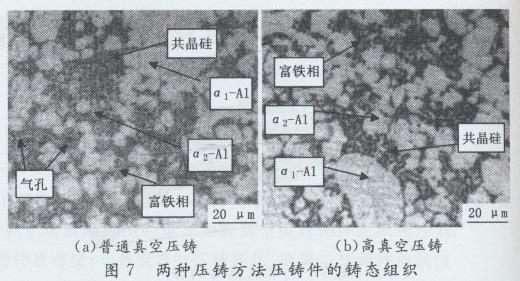
�D7�����Չ��T����ͨ��Չ��T�r�ĺϽ��@�M�����oՓ�Ǹ���Չ��T߀����ͨ��Չ��T��Al-8 Si-M n-Mg�X�Ͻ�M�������^��ִ��a1-Al�ͼ�С�A����a2-Al���Լ���С֦����Ĺ���Si�ȽM�ɡ��mȻ�Ͻ��е�Fe�����^�ͣ����Կ��^�y�������w����ĸ�Fe�ࡣ���ډ����T�����ڸߜظ߉��£�����Һ�ԘO�̵ĕr�g�����ǻ�����̳��Σ��@�N�^�����s�ٶȿ�ʹҺ�B���٫@���^����^��ȣ��Ķ��������κ˔���������κ����ʣ�ʹ����Si�õ��˼������������Ƭ��AISiFe������ɡ�������նȲ��ߣ�����ͨ��l���£����^�쵽�T���Ȳ����ڷdz���С�Ě��ȱ�ݡ�
3.2��̎�팦����Չ��T�����ܺͽM����Ӱ�
3. 2.1���W����
�T�����M�ЕrЧ��̎������̎��l����200��×2h��Ȼ���T���Ľ�lָ��λ�ã���λ1��2��3��ȡ���M������ԇҊ�D8�����Y��Ҋ��4�����Կ��������T�������W�����S�����T��ˇ��ͬ����ͬ��
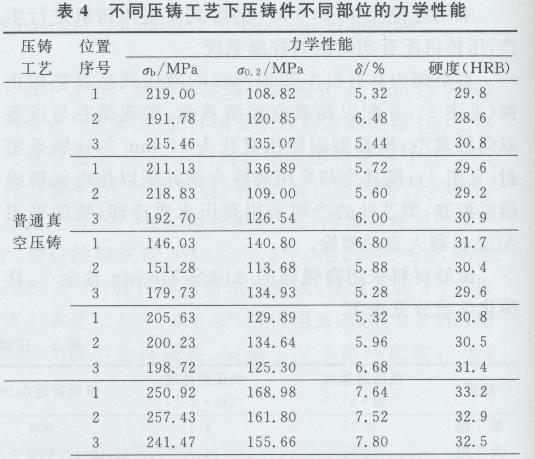
�ı�4���Կ���������Չ��T�c��ͨ��Չ��T��ȣ��������ȡ��������ȡ����L�ʺ�Ӳ�ȶ��������@����ߣ����п�����������˼s21%��������������˼s29%�����L������˼s18%��Ӳ������˼s10%���ɴ˿�֪������Չ��T�@������ˉ��T���ď��Ⱥ�Ӳ�ȡ�
3.2.2�_���g��
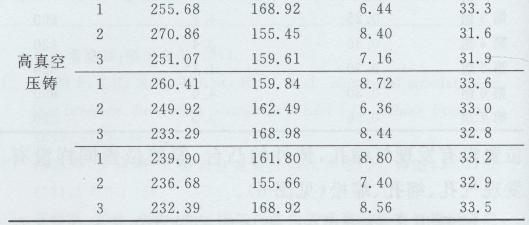
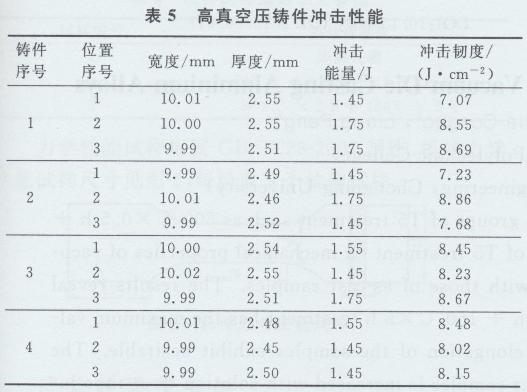
�����T���Ľ�lָ��λ�ã���λ1��2��3��ԓλ���c�����W���ܙz�y��λ��ȡ���c���M�Л_��ԇ�ı�5��ԇ�Y�����Կ���������Չ��T���ě_���g����ȫ�����T����Ҫ��
3.2.3�ݼy����
���T����M10�cM12�ݼy���M���ݼy����ԇM10�ݼy��66 k N��M12�ݼy��85 k N�����]�аl��׃������������Չ��T�����ݼy��ȫ��������Ҫ��
3.2.4��ƣ��ԇ�
�T����40 150���;���ԇ�ɹ�z�y�@ʾ�T������]�г��F�Ѽy���Y����������Չ��T������ƣ�����_�����gҪ��
3.2.5�������z�y
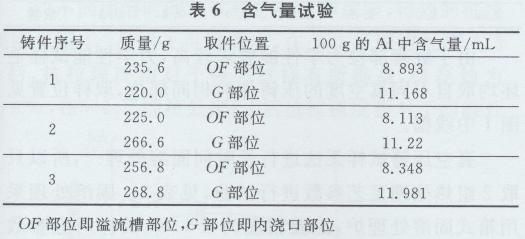
�������yԇҊ��2���ı�6��ԇ�Y�����Կ������ȝ��ڲ�λ�T�����wÿ100 g A1�ĺ�������8.9 m L���£�ˮβ�����۲�λ�T�����wÿ100 g Al�ĺ�������12 m L���£���ȫ�����T��Ҫ��
4 �Y Փ
(1)���Ô�ֵģ�M����������܇�ױP�Y�����ĉ��T���ι�ˇ������Չ��T��ˇ��������������ⲿ���Ȳ�Ʒ�|����Ҫ��ĸ�Ʒ�|�T����
(2)����Չ��T�������@���ƽY���������W���ܡ��c��ͨ���T��ȣ�����Չ��T�r�T�����ܶ���ߣ��T���Ŀ������ȡ��������ȡ����L�ʺ�Ӳ�ȷքe�����21%��29%��18%��10%��
(3)�T�����;á����Ρ��������z�y�Y�������ϮaƷ�ļ��gҪ�M���������a�l����
��һƪ:��ò�ɿؼ{�������u���Ƃ�
��һƪ:�����б�