
漿機磨片的新型成型工藝與表面強化處理
郭 娟 王 平
(天津科技大學機械工程學院,天津,300222)
摘要:介紹了近年來出現的紙漿磨漿機磨片新型成型工藝和表面強化方法。總結磨片的成型工藝對磨片使用壽命的影響。磨片的新型成型工藝包括磨片的整體式和復合式成型工藝。磨片的整體式成型工藝主要有覆膜鑄造和數控銑削;磨片的復合式成型工藝主要是將磨齒與磨片基體分開制造,然后用鑲嵌、焊接和二次鑄造成型等方式將磨齒與磨片基體連接成一個整體。敘述了磨片表面強化的方法,如爆炸噴涂、火焰噴涂、激光熔覆、涂鍍和激光燒結等。
關鍵詞:磨漿機;磨片;成型工藝;表面強化
中圖分類號:TS734+.1DOI: 10. 11980/j. issn.0254-508X.2016. 06. 015
磨漿機是造紙行業紙漿系統的重要設備,而磨片是磨漿機的核心部件,是易損件,需求量很大。磨片的成型方法和加工精度直接影響著紙漿的質量和生產成本,因此了解磨片成型工藝和強化技術的發展,對于改善磨片質量,提高使用壽命具有重要的意義。
1磨片的成型工藝對磨片使用壽命的影響
磨片材料及成型工藝是影響磨片壽命的關鍵,磨片制造時一般采用鑄造成型。鑄件可能由于砂眼、縮孔、縮松、裂紋等缺陷,影響其使用壽命。為了解決這些問題,人們對磨片鑄造工藝進行了研究,提出覆膜砂鑄造工藝和其他整體成型工藝,并且研究了復合式磨片成型工藝。
復合式磨片將磨齒與磨片基體分開制造,然后通過焊接、鑲嵌和二次鑄造成型等方法將磨齒與基體連接成一個整體。采用這種方法制造的磨片價格可能相對較高,但壽命長,磨片不需頻繁更換,減少了維修工時,磨漿質量好,生產成本可能會降低。
2磨片的新型成型工藝
將磨片的成型方式按照磨齒與磨片基體的關系分成兩類:磨齒與磨片基體作為一整體制造的整體式結構以及磨齒與磨片基體分開制造的復合式結構。
2.1磨片的整體式成型工藝
磨片的整體式成型工藝分為整體鑄造成型和數控銑削成型兩種。
2.1.1磨片的整體鑄造成型工藝
磨片鑄造時可采用普通砂型鑄造和覆膜砂鑄造等方式。磨片新型鑄造的工藝流程一般為:磨片的CAD和鑄型的數控加工→計算機澆注模擬→精密鑄造成型→硬化熱處理→磨削加工→校動靜平衡。
臧田良等人研究了磨片的砂型鑄造工藝,采用熱處理使得磨片基體保持灰口鑄鐵狀態,而齒面由灰口鑄鐵轉變為白口鑄鐵,齒面硬度提高至40~45HRC,且韌性得到保持,因此使磨片的抗沖擊性、耐磨性得到提高。
覆膜砂造型的工藝過程為:覆膜砂造型→合金熔煉及變質處理→澆注→噴砂→低溫回火去鑄造應力→磨削齒面及裝配面→清洗校動靜平衡。這種鑄造方法有助于減少鑄型的廢品率,保證鑄件的質量,同時降低了勞動強度。與普通鑄造工藝相比,可降低熱處理的加熱溫度,生產成本降低。但覆膜砂的發氣量大,會導致鑄件產生氣孔、冷隔等缺陷,采用減少發氣量的覆膜砂配方,能夠避免以上缺陷。向紅亮等人采用類殼型固化覆膜砂鑄造工藝造型,磨片的合格率達到92%,可較好地滿足生產要求。
2.1.2磨片的數控銑削成型工藝
磨片數控銑削成型工藝是采用軋制鋼板,先經過下料和周邊機加工,然后采用數控銑削的方式直接加工出齒紋,再通過熱處理硬化和表面磨削,最后動靜平衡,制造出符合要求的磨片。
磨片數控銑削成型工藝采用易淬硬的中碳合金鋼軋制鋼板、減少了制造鑄造模型和熔化金屬的費用,數控銑削的磨片齒槽寬度和深度形狀尺寸準確、精度高,磨齒刃口鋒利,但這種方法對加工設備要求較高。適用于中小批量、細密齒磨片的生產。
PARASON公司利用數控銑削成型工藝對細密齒( Micro Bar)磨片進行整體加工,取得了良好的效果。目前,磨片數控銑削成型工藝是細密齒磨片加工的主要方法。
2.2磨片的復合式成型工藝
磨片的復合式成型工藝是磨齒與磨片基體分開制造,然后通過焊接、鑲嵌或二次鑄造成型等方式將磨齒與基體連接成一個整體。磨齒可通過軋制、鍛造或鑄造等方法制造,磨片基體可通過鑄造或者機械加工成型。該工藝的特點是:磨齒可用高強耐磨材料,磨片基體用普通材料,可以節約磨片材料的成本,提高磨片的使用壽命,但磨片的加工成本可能會有所增加。
2. 2.1 磨片的鑲嵌和焊接成型工藝
殷鳳仕等人發明的焊接式錐形磨漿機轉子的成型方法為:
(1)采用熔煉鑄造法制造錐形母體鑄坯,熱處理后進行機械加工獲得錐形母體。
(2)制造磨齒,首先將構成元素的原料組成物經熔煉澆注制得鋼錠,然后進行鍛造。
(3)將磨齒焊接到母體外錐形面上。
(4)最終熱處理。
目前,錐形磨漿機轉子的使用壽命普遍僅有60~90天,而使用這種方法成型的錐形轉子價格雖相對較貴,但其壽命可達400~ 500天左右。
John B.Matthew發明的組合式磨片,先將磨齒和磨片基體組裝起來,然后通過焊接、擴散黏結、釬焊等方法連接成一個整體,其結合強度接近磨齒或基體強度。磨齒采用不銹鋼、金屬復合材料或金屬陶瓷,基體采用碳鋼等較便宜材料,磨片的結構如圖1所示。該發明磨片的制造方法簡單,磨片材料的費用降低,便于磨片的組裝,磨片使用壽命增加。可用于制造磨齒形狀簡單的磨片,用來磨制紙板或纖維板的漿料等。

Werner Lange發明了一種鑲嵌式磨片制造方法,磨片結構如圖2(a)所示,基體1與覆蓋模板2通過焊接連接起來,其焊縫8如圖2(b)所示。覆蓋模板是一塊均等厚度的板,比相應的基體略小,用激光切割機在板上面打孔7,磨齒3與孔7能夠配合,孔7精確牢固地確定了磨齒在基體上的位置。
制作時,可通過軋制預先加工好磨齒。如圖2(a)所示,先將覆蓋模板與基體通過焊接連接起來,然后插入磨齒,再通過焊接將其連接起來。覆蓋模板也可以是嵌入式(無需焊接),即覆蓋模板嵌入基體1內,從而使得覆蓋模板成為基體的一部分。這種制造方法同整體式鑄造相比有較高的精度。

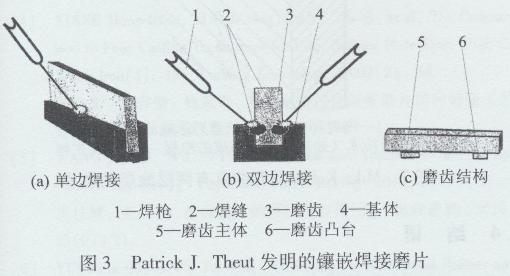
Patrick J.Theut發明了鑲嵌焊接磨片,磨齒均勻地嵌入基體底板中,然后通過激光焊接技術將磨齒與基體連接成一整體,如圖3(a)、圖3(b)所示。鑲嵌位置的凹槽應預先銑出,磨齒結構有兩種,一是如圖3(a)、圖3(b)所示的無凸臺結構,二是如圖3(c)所示的有配合特征即在鑲嵌位置有凸臺的結構,前者便于加工制造,后者磨齒的定位精度較高。若有擋壩,可用激光焊接技術焊于基體上。
David P.Oberhofer發明的鑲嵌式磨片結構如圖4(a)所示。磨齒和基體的部件裝配圖如圖4(b),磨齒舌片與基體上的矩形槽對準,精確定位了磨齒的安裝位置,然后通過點焊將磨齒的舌片與基體的底部連接起來。
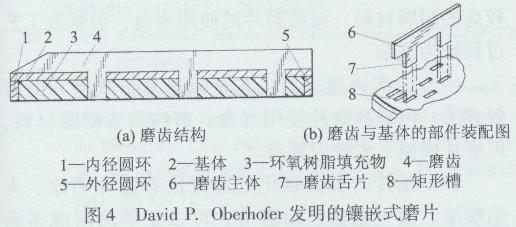
這種制造方法不需加工鑄造模型,減少了制造成本,可以固定不同類型的磨齒。但其連接強度可能會低于上述幾種鑲嵌焊接復合式磨片。
2.2.2磨片的二次鑄造成型工藝
磨片的二次鑄造成型是指先制備磨齒或磨片基體,然后再澆注磨片基體或磨齒材質的金屬液,使得在凝固后兩者連接成一個整體。
袁麟等人研究了帶粗粒的多元合金磨片的二次鑄造成型工藝。制備時,首先將以Mo、Cr、Ni、WC、CBN等顆粒加入有機溶劑制備的2~3.5 mm的磨齒黏結在鑄造型腔的表面,然后融化HT200并進行澆注,鐵水凝固后在磨齒表面制備形成具有較高抗沖擊性和耐磨性的硬質多元合金層,并保留了HT200鑄鐵的強度與韌性。打漿時,磨齒粗粒與微孔隙增加了摩擦力,促進了纖維的分絲帚化。
朱小林等人研究了磨片的二次鑄造成型工藝。磨齒材料為強度和硬度較高的耐磨材料如合金鋼或陶瓷等,磨片基體的材料為質量較輕、韌性較好的低熔點材料如鋁或橡膠等。磨片的制造方法是:
(1)制作所需磨齒(鑄造或鍛造)并進行表面處理(調質、淬火、滲碳、噴涂中的一種或多種)。
(2)然后根據設計的磨片加工成型模具。
(3)將加工好的磨齒和擋漿板安裝在成型模具上。
(4)向安裝好磨齒的成型模具中澆注金屬液或硫化,磨片基體成型的同時將磨齒固定于磨片基體上,初步形成磨片。
(5)冷卻拔模后即可完成二次成型磨片的制作。
該磨片當磨齒磨損到不能再使用時,磨片基體可通過熔化重新用于新磨片的二次成型。這種制造方式可降低磨片成本,同時可避免一次鑄造成型出現的磨片成品率低、材料浪費等問題。
劉士亮等人研究的稀土合金二次鑄造成型磨片,磨片的基體為灰口鑄鐵,齒面采用添加了稀土合金的白口鑄鐵,厚度大于5 mm。磨片的基體材質和表面材質采用分段鑄造。首先澆注一定溫度的基體材質的金屬液,一定時間后二次澆注含稀土合金的金屬液,冷卻成型后對磨片進行后續加工處理。該方法生產的磨片與原有冷硬鑄鐵磨片相比,打漿后成漿物理強度指標提高5. 8%~17. 9%,噸漿電耗降低6.9%,成漿纖維形態表現出更好的細纖維化、起毛和分絲效果,價格是原有磨片的1.2倍,但耐磨性是原有磨片的2.6倍。
3磨片的表面強化處理
磨片的表面強化處理可以提高磨片的硬度、耐磨性,從而提高磨盤使用壽命,同時避免了貴重合金元素的無用消耗和浪費,提高了產品的性價比。表面強化處理是對磨片表面進行處理形成一層具有一定粗粒和孔隙的耐磨層,在磨漿、打漿過程中,磨齒粗粒與微孔隙增加了摩擦力,促進了纖維的分絲帚化和纖維間的結合力,提高了打漿質量。
應用爆炸噴涂工藝將鈷碳化鎢粉末均勻牢固地涂于磨片表面。鈷碳化鎢材料配比為:鈷約12%,碳約5%,其余為鎢基材料。該涂層結合強度可達235.2 N/mm2,耐磨性遠高于基體材料,提高了磨片的使用壽命。初嘉鵬等人對Φ450 mm的盤磨機進行了實驗,有涂層的磨片磨損厚度為金屬磨片的1/3~1/2。由于其耐磨性提高,有效地提高磨片的使用壽命。
超音速火焰噴涂技術是在爆炸噴涂基礎上發展起來的一項新的噴涂技術。這種方法制備的涂層致密,結合強度高,孔隙率小,涂層的殘余應力小。樂有樹等人的實驗表明,WC-17Co涂層的硬度高達64HRC,與耐磨鑄鐵相比,耐磨性顯著提高。
用激光熔覆的方法在齒面上涂覆一層由碳化鎢粉末和鎳基合金粉末熔融物形成的耐磨層,這種磨片在轉速為2400 r/min時,纖維細胞壁的破裂速度加快,在磨漿質量不變的情況下,能量消耗至少降低了10%。在高的轉速下會減少能量消耗,但也會增加纖維切斷。
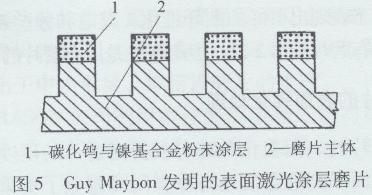
圖5是Guy Maybon發明的表面激光涂層磨片,通過激光束和送粉嘴在磨齒表面涂覆涂層,該涂層材料由碳化鎢粉末、鎳、鉻、硅、鐵、硼組成。磨齒表面粗糙度的增加使得紙漿的機械性能增加,同時增加了磨齒上部的抗磨損性能。磨齒的下部分和齒槽的底部可用鑄鐵或不銹鋼制作,這使得齒槽底部的材料表面特性得到保留,有助于齒槽中漿料的流動。
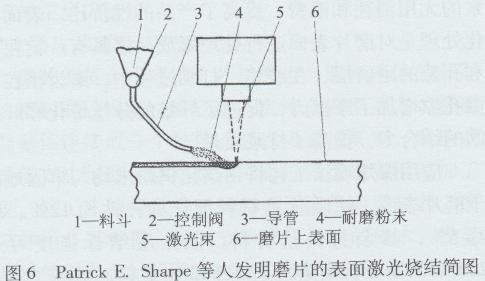
Patrick E.Sharpe等人發明的磨片,是通過激光燒結在磨片的表面形成耐磨層,該耐磨涂層材料由陶瓷材料如二氧化硅、氧化鋁、碳化硅、氧化鋯、碳化鎢等粉末組成。具體操作如圖6所示。首先鑄造磨片,然后用激光束對磨片表層進行熔化形成熔池,通過料斗1在熔池內放入耐磨粉末,凝固后形成一層耐磨表面。
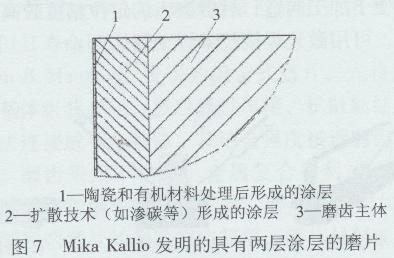
在磨漿機生產中,磨片淤塞常常是磨片更換的原因。Mika Kallio發明的磨片具有兩層涂覆層,如圖7所示。首先在磨損表面通過擴散技術(如滲碳等)形成第二層涂層2,涂層2的硬度大于磨齒主體3。然后再用陶瓷材料和有機材料進行處理形成第一層涂層1,該涂層經過熱處理硬化。這種方式制作的磨片具有保持磨齒邊緣銳利的薄的硬表面,減緩了磨齒邊緣的鈍化,并且防止了通道的堵塞,從而避免過早的更換磨片,延長了磨片的壽命。同時由于淤塞的減少使得能量消耗減少、漿料的質量波動小。
4結語
(1)鑄造是常規的磨片制造方式,可以進行大批量生產,磨片制造成本較低。磨片的新型覆膜砂鑄造工藝可以減少廢品率,降低生產成本。
(2)磨片數控銑削成型工藝生產準備時間短,可以減少鑄模制備、熔化鐵水等費用,齒形加工精度高,但對銑削設備要求較高,可用于中小批量、細密齒磨片的加工制造。
(3)磨片的鑲嵌和焊接成型工藝可以將材質不同的磨齒和磨片基體組合連接在一起,可以節約價格較高的耐磨材料,提高磨片的使用壽命,但制造工藝過程較為復雜。
(4)二次鑄造成型工藝是制造復合式磨片的有效方法,可提高磨片使用壽命,節約貴重耐磨材料,但磨片成型工藝較為復雜。
(5)磨片的表面強化處理方法有爆炸噴涂、火焰噴涂、激光融敷、涂鍍等,可以是單涂層或多涂層。磨片表面強化處理不僅可以提高磨片的耐磨性,也可用于磨損磨片的修復;磨片表面強化工藝能否應用取決于強化質量和加工成本。
(6)磨漿機磨片的選擇不僅要考慮磨片本身的成本,還要考慮其磨漿質量和使用壽命,即綜合性價比。磨片的新型制造和表面強化工藝可能會提高磨片的成本,但綜合性價比提高,對于磨漿和打漿生產還是有益的。
下一篇:返回列表